
ę╗Īó ╚╬äš├Ķ╩÷
1Īó░Ė└²Ż©ĒŚ─┐Ż®├Ķ╩÷╚ńŽ┬Ż¼ėąę╗┼_ė|├■Ų┴Ż¼▀BĮė┴╦ę╗┼_3UĄ─PLCŻ¼PLCŽ┬├µÄ¦┴╦ę╗┼_▓Į▀MļŖÖCŻ¼¼Fį┌ąĶę¬īæę╗Č╬┐žųŲĄ─│╠ą“ī”▓Į▀MļŖÖC▀Mąą┐žųŲĪŻŻ© ▓Į▀MļŖÖC▓ĮŠÓĮŪ1.8Ż¼┬▌ŠÓ2mmŻ¼╝ÜĘųįOų├×ķ4Ż╗X5╩ŪžōśOŽ▐ Ż¼X4╩ŪįŁ³cŻ¼X3╩Ūš²śOŽ▐Ż®ĪŻ
1Ż®╩ųäė─Ż╩ĮŽ┬Ż¼┐╔ūįäėš²Ę┤▐DĪŻ
2Ż®░┤Ž┬╗žįŁ³c░┤ŌoŻ¼─▄ē“ūįäė╗žįŁ³cŻ¼╗ž═ĻįŁ³c▓┼┐╔▀MąąūįäėĪŻ
3Ż®ūįäė─Ż╩ĮŽ┬Ż¼═¼ĢrįŁ³c╗žÜw═Ļ«ģ Ż¼░┤Ž┬åóäė░┤ŌoŻ¼ļŖÖC░┤ššįOČ©Ą─╬╗ų├ū▀Ż©╬╗ų├1Ī¬Ī¬╬╗ų├2Ī¬Ī¬╬╗ų├3Ī¬Ī¬╬╗ų├4Ī¬Ī¬╬╗ų├5Ī¬Ī¬╬╗ų├1Ż®▓╗öÓ裣hĪŻ
4Ż®░┤Ž┬╝▒═Ż░┤Ōo░┤ŌoŻ¼▓Į▀MļŖÖC┴ó╝┤═Żų╣▀\ąąĪŻąĶųžą┬ł╠ąąę╗┤╬įŁ³c╗žÜwųĖ┴ŅĪŻ
5Ż®░┤Ž┬Ģ║═Ż░┤ŌoĢrŻ¼įOéõ═Żų╣Ż¼ųžą┬░┤Ž┬åóäėĢrįOéõ└^└mäėū„ĪŻ
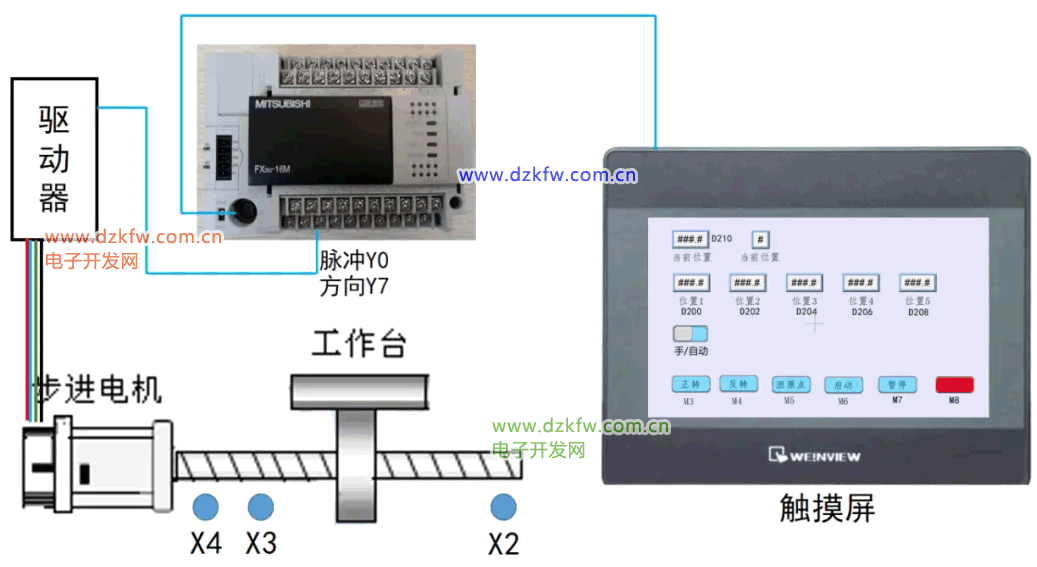
Č■Īóį¬╝■▀xą═I/O┼┼▓╝
1ĪóļŖÜŌį¬╝■▀xą═Ż║

╚²ĪóļŖÖCĮėŠĆ

╦─Īó│╠ą“ŠÄīæ
1Īó╩ųäė┐žųŲŻ║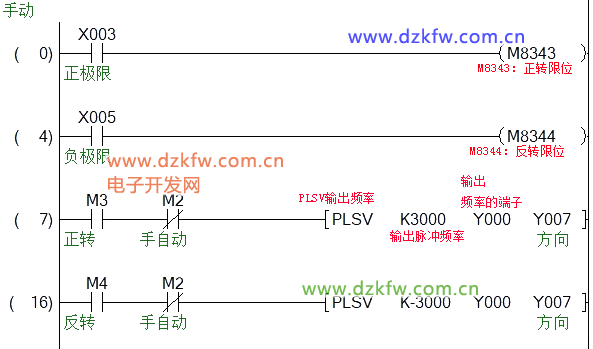
M8343║═M8344Ęųäe╩ŪY0▌SĄ─š²žōśOŽ▐╠ž╩Ō└^ļŖŲ„Ż¼ų▒Įė║══Ō▓┐ą┼╠¢ę╗ę╗ī”æ¬Ż¼▀@śėļŖÖC┼÷ĄĮī”æ¬Ą─śOŽ▐Š═Ģ■═ŻŻ¼į┌╩ųäėM2öÓķ_ĢrŻ¼M2│Żķ]ė|³cī¦═©Ż¼ė|├■Ų┴Ą─š²Ę┤▐D░┤ŌoM3║═M4┐žųŲ┴╦┐╔ūā╦┘├}ø_▌ö│÷ųĖ┴Ņ┐žųŲļŖÖCš²Ę┤▐DŻ¼Ņl┬╩Ģ║Ģr╣╠Č©×ķ3000HZĪŻ
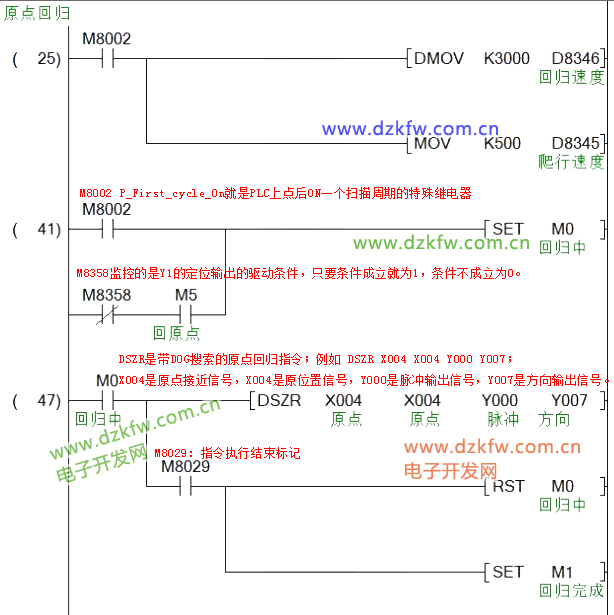
2ĪóįŁ³c╗žÜwŻ║PLCķ_ÖCĢrŻ¼ė├M8002įOų├┼└ąą╦┘Č╚║═╗žÜw╦┘Č╚Ż¼░č╗žÜw╦┘Č╚įOų├×ķ3000HZŻ¼┼└ąą╦┘Č╚įOų├×ķ500HZŻ╗
«öplcķ_ÖCĢrŻ¼╗“š▀ė|├■Ų┴░┤Ž┬╗žįŁ³c░┤ŌoM5ĢrŻ¼ė|░lM0╚ź“īäėįŁ³c╗žÜwųĖ┴ŅŻ¼ł╠ąąįŁ³c╗žÜwŻ¼ł╠ąą═Ļ«ģŠ═Å═╬╗M0,═¼Ģrų├╬╗M1,M1ų├╬╗įŁ³c╗žÜw═Ļ│╔ś╦ųŠ╬╗Ż¼╦³ī¦═©┴╦šf├„įŁ³c╗žÜw═Ļ│╔Ż¼║¾├µ▓┼┐╔ęį┐žųŲūįäė┐žųŲĄ─äėū„ĪŻ
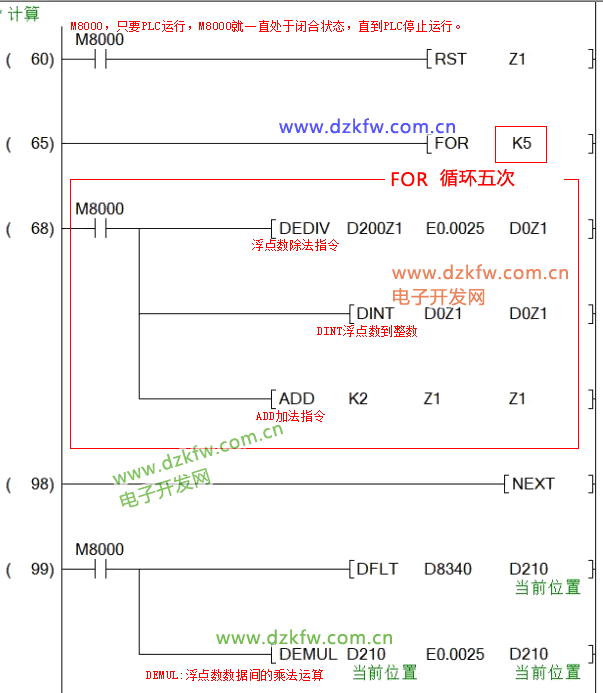
ęčų¬▓Į▀MļŖÖC▓ĮŠÓļxĮŪ1.8ĪŃŻ¼╝ÜĘų4Ż¼ę▓Š═╩Ūę╗éĆ├}ø_ū▀Ą─ĮŪČ╚╩Ū1.8/4=0.45ĪŃŻ¼360ĪŃ│²ęį0.45Č╚Ż¼Ą╚ė┌800Ż¼ę▓Š═╩Ū░l╦═800éĆ├}ø_▐Däėę╗╚”Ż¼ęčų¬┬▌ŚUĄ─┬▌ŠÓ╩Ū2mmŻ¼ļŖÖC▐Däėę╗╚”ū▀2mmŻ¼ąĶę¬800éĆ├}ø_Ż¼┐╔ęįĄ├│÷├}ø_«ö┴┐=2mm/800 =0.0025mm
ėŗ╦ŃĢrŻ¼ė├ŠÓļx│²ęį├}ø_«ö┴┐Š═╩ŪīŹļH├}ø_öĄŻ¼░č5éĆ╬╗ų├Ą─ŠÓļxÅ─D200ĪóD202ĪóD204ĪóD206ĪóD208▐D╗»ĄĮD0ĪóD2ĪóD4ĪóD6ĪóD8ĪŻ
D8340╩ŪY0ų▄Ą─╬╗ų├ą┼ŽóŻ¼░č├}ø_ą┼Žó═©▀^DFLTųĖ┴Ņ▐DōQ│╔ĖĪ³cöĄŻ¼╚╗║¾│╦ęį├}ø_«ö┴┐Ż¼Š═Ą├│÷īŹļHŠÓļxŻ¼Ę┼į┌D210└’├µŻ¼į┌ė|├■Ų┴▀Mąą’@╩ŠĪŻ
4Īóūįäė┐žųŲåó═ŻŻ║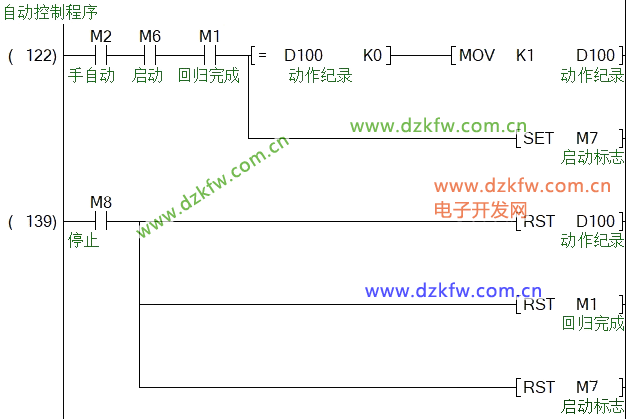
į┌╩ųäėĀŅæBŻ¼▓óŪę╗žįŁ³c═Ļ│╔Ż¼D100 =0ĢrŻ¼Š═▀M╚ļĄ┌1▓Įäėū„Ż¼ī¦═©M7åóäėś╦ųŠ╬╗Ż¼Ēśą“▀\ąąĄ─│╠ą“į┌║¾├µīæĪŻ
░┤Ž┬═Żų╣░┤ŌoÅ═╬╗D100,Å═╬╗įŁ³c╗žÜw═Ļ│╔Ż¼Å═╬╗åóäėś╦ųŠĪŻ
5ĪóĒśą“┐žųŲŻ║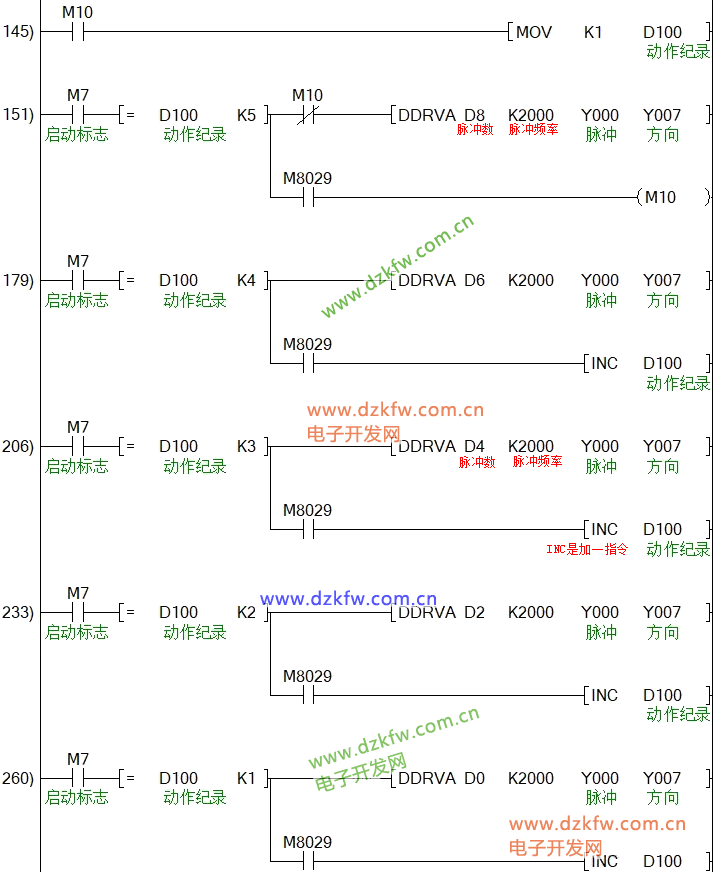
äėū„ąĶę¬─µą“īæŻ¼Ą┌ę╗▓Įīæį┌ūŅ║¾Ż¼äėū„═Ļ│╔M8029Ģ■ī¦═©Ż¼╩╣ė├INCūīD100╝ė1Ż¼║¾├µ├┐ę╗▓ĮČ╝ę╗śėŻ╗▀\ąąĄĮĄ┌5▓ĮŻ¼ė├M8029ī¦═©M10ŠĆ╚”Ż¼M10Ą─│Żķ_īæį┌▀@ę╗ąą│╠ą“╔Ž├µŻ¼ė├MOVųĖ┴ŅūīD100╗žĄĮĄ┌1▓ĮŻ¼▀@śėīæ╩Ū×ķ┴╦Ė¶ķ_ę╗éĆÆ▀├Ķų▄Ų┌Ż¼ūīĄ┌5▓ĮĄ─äėū„║═Ą┌ę╗▓ĮĄ─Č©╬╗ųĖ┴Ņ▓╗į┌═¼ę╗éĆÆ▀├Ķų▄Ų┌└’├µ▀\ąąĪŻ
ė|├■Ų┴ū÷M7Ą─░┤ŌoĢrŻ¼ę¬▀xō±Å═╬╗░┤ŌoŻ¼░┤Ž┬═Żų╣Ż¼Š═ų╗─▄öÓķ_M7Ż¼Ž┬┤╬░┤Ž┬åóäėĢrŻ¼Š═ųžą┬ī¦═©M7Ż¼ųžą┬▀\ąąĪŻ
ęį╔ŽŠ═╩Ū╬ęéā░Ė└²Ą─╚½▓┐ā╚╚▌┴╦Ż¼▀@└’į┘┴¶ę╗éĆ╦╝┐╝Ņ}─┐Įo┤¾╝ęŻ¼╚ń╣¹ąĶę¬į┌ė|├■Ų┴╔Ž├µįOų├ę╗éĆ╦┘Č╚Ą─▌ö╚ļ┐“Ż¼å╬╬╗╩Ūmm/s,─▄īŹ¼Fī”╦┘Č╚Ą─š{╣ØŻ¼įō╚ń║╬ŠÄīæ│╠ą“Ż┐
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū