
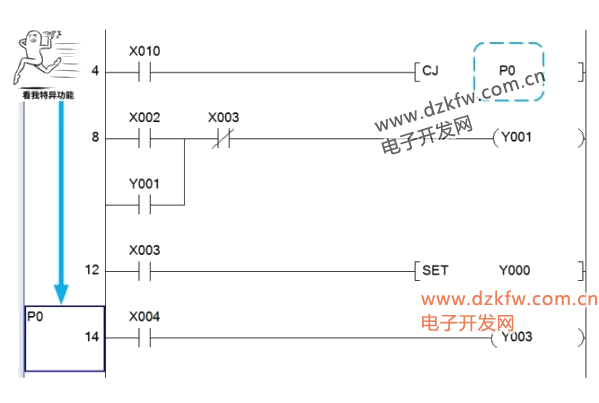
PLCÈ┌ê╠(zh¿¬)ðð│╠ð‗Á─▀^│╠Íðú¼╩Ã░┤ıı│╠ð‗▓¢Å─¯^Á¢╬▓Ê╗▓¢Ê╗▓¢Æ▀├ÞÁ─íúÁ½PLCÊ▓Ëð╠Ï«É╣ª─▄ú¼╦³Á─│╠ð‗ê╠(zh¿¬)ðð┐╔ÊÈ╦▓ÊãúíÅ─«öÃ░│╠ð‗▓¢╦▓ÚgÌDÊãÁ¢ãõ╦¹│╠ð‗▓¢ê╠(zh¿¬)ððú¼╚þ¤┬êD¥═╩ÃPLCÁ─ùl╝■ÌDÊãú¼ê╠(zh¿¬)ððCJÌDÊãÍ©┴¯║¾ú¼Í▒¢Ë╠°▀^Á┌8í½12▓¢│╠ð‗ú¼Å─Á┌14▓¢│╠ð‗Ú_╩╝═¨¤┬ê╠(zh¿¬)ððíú
PLCÈ┌│╠ð‗ê╠(zh¿¬)ðð▀^│╠Íð░l(f¿í)╔·ÌDÊãÁ─¼F¤¾ú¼ÀQ×Ú│╠ð‗┴¸│╠ÌDÊãú¼╝┤╠°▀^Ê╗Â╬│╠ð‗╚Ñê╠(zh¿¬)ððͩ¿│╠ð‗íúÈý│╔▀@ÀN│╠ð‗ÌDÊãÁ─Ëðùl╝■ÌDÊãíóÎË│╠ð‗ı{Ë├íóÍðöÓÀ■äı║═С¡h(hu¿ón)│╠ð‗íú
╚þ╣¹░ÐPLCÁ─│╠ð‗ê╠(zh¿¬)ðð┐┤θ┼└╔¢ú¼│╠ð‗Á─ê╠(zh¿¬)ðð▀^│╠¥═╩ÃÅ─╔¢¯^┼└Á¢╔¢ÝöÁ─▀^│╠íú┤╦òrú¼PLCÁ─ÄÎÀN│╠ð‗┴¸│╠ÌDÊã¥═║├▒╚ÊȤ┬ÄÎÀNÃÚørú║
1íó╦³╚½│╠▓╗═úÁ─Ê╗▓¢Ê╗▓¢═¨╔¤Î▀ú¼▀@¥═╩ÃPLC│╠ð‗▓¢Á─Ýÿð‗ê╠(zh¿¬)ððú╗
2íó╦³È┌┼└╔¢▀^│╠Íðú¼Î°┴╦└|▄çú¼Í▒¢Ë┐þ▀^┴╦Ê╗Â╬╔¢┬Àú¼▀@¥═╩ÃPLCÁ─ùl╝■ÌDÊãú╗
3íó╦³È┌┼└╔¢▀^│╠Íðú¼Ê‗×ÚÐÏ═¥Á─´L¥░▀^Ë┌ã»┴┴ú¼╚Ñ┼─┴╦ÄÎÅê├└ııú¼È┘└^└m(x¿┤)┼└ú¼▀@¥═╩ÃPLCÁ─ÎË│╠ð‗ı{Ë├ú╗
4íó╦³È┌┼└╔¢▀^│╠Íðú¼Ë╔Ë┌╚²╝▒╚Ñ┴╦Ê╗╠╦Ä·╦¨ú¼▀@¥═╩ÃPLCÁ─ÍðöÓÀ■äıú╗

PLCÁ─│╠ð‗┴¸│╠ÌDÊã╩Ã┐┐¤Óîªæ¬Á─Í©┴¯╩Ãîì¼FÁ─íú¥═╚þ╬Êéâ▀@┤╬îW┴òÁ─ùl╝■ÌDÊã╦¨Ë├Á─Í©┴¯ CJ íúÈ┌îW┴ò│╠ð‗┴¸│╠Í©┴¯Í«Ã░ú¼╬ÊéâÁ├¤╚ͬÁ└╩▓├┤╩Ã͸│╠ð‗à^(q¿▒)íó╩▓├┤╩é▒│╠ð‗à^(q¿▒)íú
¿åÊ╗íóPLCÁ─│╠ð‗à^(q¿▒)
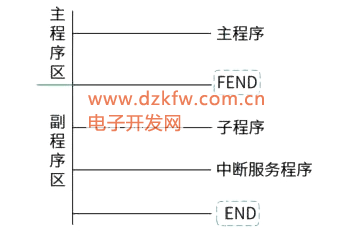
PLCÁ─Ë├æ¶│╠ð‗Ê╗░ÒÀÍ×Ú͸│╠ð‗à^(q¿▒)║═©▒│╠ð‗à^(q¿▒)ú¼Í¸íó©▒│╠ð‗à^(q¿▒)Á─ÀÍ¢þ¥Ç×Ú͸│╠ð‗¢Y╩°Í©┴¯FENDú¼Â°©▒│╠ð‗È┌FENDÍ©┴¯║═ENDÍ©┴¯Í«Úg¥Äîæíú͸│╠ð‗´@╚╗╩Ã▒Ï▓╗┐╔╔┘Á─ú¼ÃÊÍ╗ËðÊ╗éÇú¼╦³╩Ã═Û│╔Ë├æ¶┐ÏÍãʬþÁ─│╠ð‗íú¥═¤±╩ÍÖCú¼┤‗ÙèÈÆ╩Ã╩ÍÖC▒Ï▓╗┐╔╔┘Á─╣ª─▄ú¼╚þ╣¹ø]Ëð═¿ÈÆ╣ª─▄ú¼▀@Ê▓¥═▓╗¢ð╩ÍÖC┴╦íú
©▒│╠ð‗à^(q¿▒)╩ÃÎË│╠ð‗íóÍðöÓÀ■äı│╠ð‗Á─╦¨È┌à^(q¿▒)Ë‗ú¼╦³éâ▓╗╩Ã▒ÏÝÜÁ─ú¼┐╔ÊÈ©¨ô■¥▀¾wʬþ°¥ÄîæíúÊ▓¥═ıfú¼PLC▒ÏÝÜËð͸│╠ð‗ú¼©▒│╠ð‗┐╔Ëð┐╔ƒoíúPLCê╠(zh¿¬)ðð│╠ð‗¥═║├▒╚┤‗ßuË═ú¼─Òïîïî¢ð─Ò┤‗ßuË═ú¼▀@╩Ã͸│╠ð‗ú¼╚╗║¾─ÒïîïîËÍıf╚þ╣¹Ëð╠O╣¹Á─ÈÆÝÿ▒Ò┘I³c╗ÏüÝú¼▀@éÇ┘I╠O╣¹¥═╩ÃÎË│╠ð‗ú¼ßuË═╩ÃÊ╗¿ʬ┤‗Á─ú¼Á½╠O╣¹às▓╗Ê╗¿ʬ┘Iíú
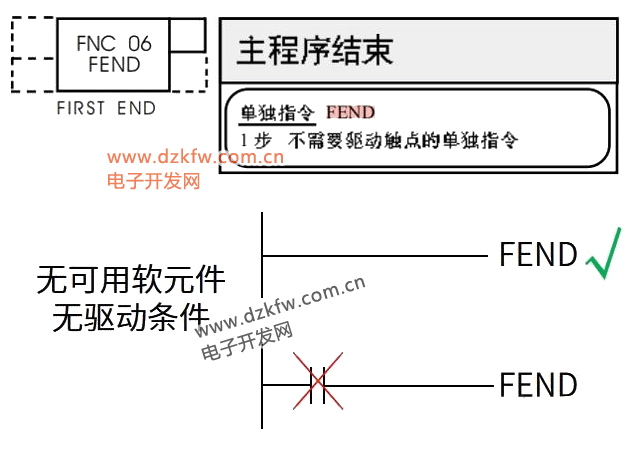
¿åÂ■íó͸│╠ð‗¢Y╩°Í©┴¯FEND
FENDÍ©┴¯ø]Ëð‗îäËùl╝■ú¼Ê▓¥═ıf▀@éÇÍ©┴¯Á─Ã░├µ▓╗─▄ËðË|³c┐ÏÍãú¼╚þ¤┬êD╦¨╩¥íúê╠(zh¿¬)ððFENDÍ©┴¯║═ê╠(zh¿¬)ððENDÍ©┴¯╣ª─▄╩ÃÊ╗ÿËÁ─ú¼ê╠(zh¿¬)ðð¦ö╚Ù║═¦ö│÷╦óð┬íú
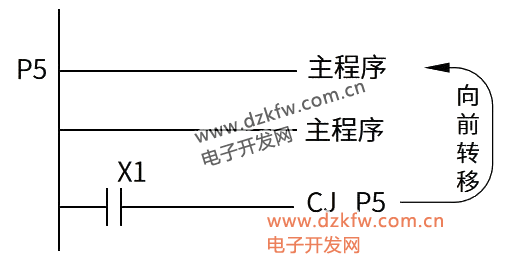
È┌͸│╠ð‗à^(q¿▒)ú¼FENDÍ©┴¯┐╔ÊÈÂÓ┤╬╩╣Ë├ú¼Á½├┐┤╬Í╗─▄ËðÊ╗éÇËððºíúPLCÈ┌│╠ð‗Æ▀├Þòrú¼Í╗ʬÆ▀Á¢╚╬Ê╗éÇFENDÍ©┴¯ú¼¥═ò■¤‗0▓¢│╠ð‗ÀÁ╗Ïú¼ÍÏð┬Ú_╩╝íú╚þ¤┬êD╦¨╩¥ú¼│╠ð‗ÍðËðâ╔éÇFENDÍ©┴¯ú¼╦³â╔ÀNÃÚørú¼╚¶ÌDÊãÍ©┴¯CJø]▒╗‗îäËú¼│╠ð‗Æ▀├ÞÁ¢Á┌Ê╗éÇFENDÍ«║¾ú¼¥═ò■ÀÁ╗ÏÁ¢│╠ð‗Á─Á┌0▓¢È┘┤╬Ú_╩╝ú╗╚¶CJÁ─‗îäËùl╝■│╔┴óú¼┤╦òr│╠ð‗ò■░l(f¿í)╔·ÌDÊãú¼╠°▀^Á┌Ê╗éÇFENDú¼Å─Í©ßÿP5╠Ä═¨¤┬ê╠(zh¿¬)ððú¼Í▒Á¢Æ▀Á¢Á┌Â■éÇFENDÈ┘ÀÁ╗ÏÁ¢│╠ð‗Á─Á┌0▓¢È┘┤╬Ú_╩╝íú
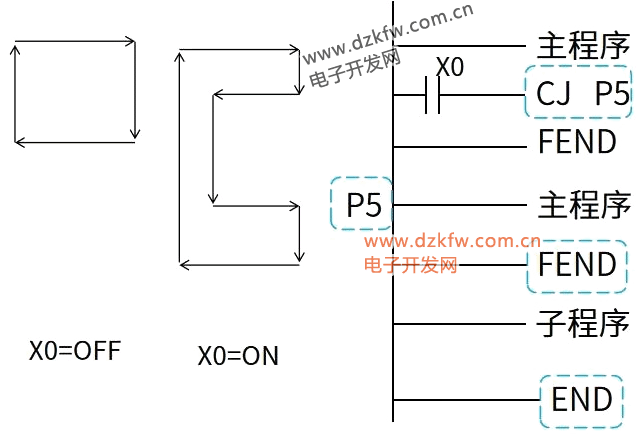
┴Ý═Ôú¼╚þ╔¤╬─╦¨ÐÈú¼©▒│╠ð‗╩ÃÈ┌FENDÍ©┴¯║═ENDÍ©┴¯Í«Úg¥ÄîæÁ─ú¼©³┤_ÃðÁÏıfú¼æ¬Èô╩é▒│╠ð‗╩ÃÈ┌ί║¾Ê╗éÇFENDÍ©┴¯║═ENDÍ©┴¯Í«Úg¥ÄîæÁ─íúFENDÍ©┴¯╩Ã͸│╠ð‗à^(q¿▒)║═©▒│╠ð‗à^(q¿▒)Á─ÀÍ¢þú¼╦¨ÊÈú¼´@╚╗FENDÍ©┴¯Ê▓╩Ã▓╗─▄│÷¼FÈ┌ÎË│╠ð‗ÍðÁ─íú
«ö╚╗ú¼╚þ╣¹Ë├æ¶│╠ð‗▒¥╔Ý¥═▒╚¦^║åå╬ú¼ø]▒Ïʬ¥ÄîæÍðöÓ│╠ð‗║═ÎË│╠ð‗ú¼─Ã├┤FENDÍ©┴¯Ê▓¥═ø]▒Ïʬ┴╦ú¼Í▒¢ËÊÈENDÍ©┴¯Î¸×Ú¢Y╩°Í©┴¯íúͬÁ└┴╦╩▓├┤╩Ã͸│╠ð‗íó©▒│╠ð‗║¾ú¼╬Êéâ¢ËÍ°îW┴ò▀@┤╬Á─͸ʬâ╚╚¦ú║│╠ð‗Á─ùl╝■ÌDÊãíú
¿å╚²íó│╠ð‗Á─ùl╝■ÌDÊã
│╠ð‗Á─ùl╝■ÌDÊã╩Ãæ¬Ë├ùl╝■ÌDÊãÍ©┴¯CJîì¼FÁ─ú¼Ë├Ë┌͸│╠ð‗ú¼ãõ┐╔Ë├▄øȬ╝■Í╗ËðÀÍͺͩßÿPíú
1íóÌDÊãÍ©┴¯CJ

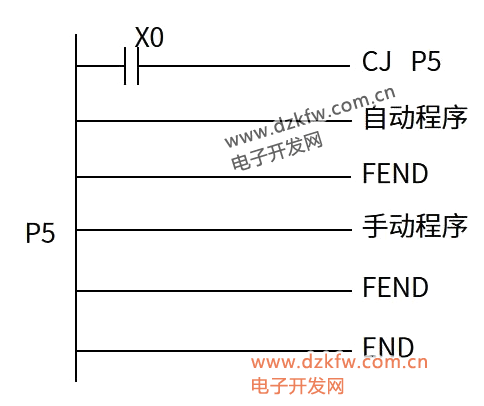
ÌDÊãÍ©┴¯CJ║═ÀÍͺͩßÿP¢M║¤╩╣Ë├ú¼Å─╔¤êD┐╔ÊÈ┐┤Á¢ú¼ÌDÊãÍ©┴¯CJËðâ╔ÀNê╠(zh¿¬)ððÀ¢╩¢ú║▀B└m(x¿┤)ê╠(zh¿¬)ððð═║═├}ø_ê╠(zh¿¬)ððð═íú╦³éâÁ─ê╠(zh¿¬)ððð╬╩¢╚þ¤┬êD╦¨╩¥íú
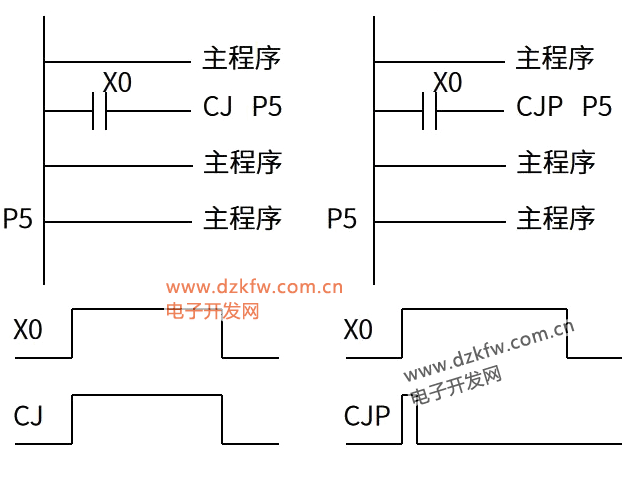
▀B└m(x¿┤)ê╠(zh¿¬)ððð═Í©┴¯CJÈ┌‗îäËùl╝■│╔┴óã┌Úgú¼├┐Ê╗éÇÆ▀├ÞÍ▄ã┌Â╝ò■ê╠(zh¿¬)ððÊ╗┤╬ÌDÊãú¼Í¬Á└X0öÓÚ_ú¿OFFú®ú╗°├}ø_ð═Í©┴¯CJPÍ╗ËðÈ┌X0¢Ë═¿Á─╔¤╔²ÐÏ▓┼ò■ê╠(zh¿¬)ððú¼▒M╣▄X0¢Ë═¿òrÚg│Í└m(x¿┤)ÂÓéÇÆ▀├ÞÍ▄ã┌ú¼CJPÊ▓ê╠(zh¿¬)ððÊ╗┤╬ú¼Í▒Á¢X0öÓÚ_È┘┤╬¢Ë═¿ú¼CJP▓┼ò■È┘ê╠(zh¿¬)ððíú
2íóÀÍͺͩßÿP
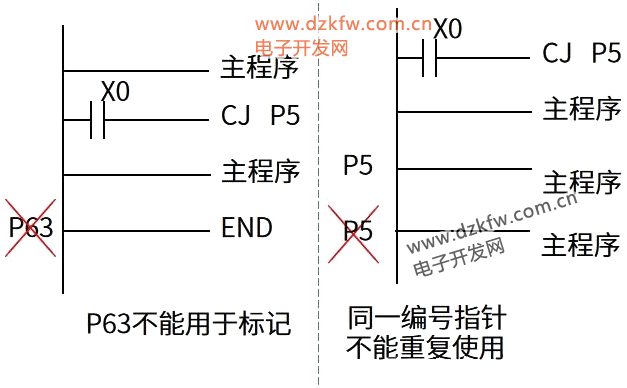
È┌FX2N PLCÍðú¼Í©ßÿËðÀÍͺͩßÿP║═ÍðöÓÍ©ßÿI(y¿¿)â╔ÀNú¼ÀÍͺͩßÿP▒ÏÝÜ║═ÌDÊãÍ©┴¯╗‗ÎË│╠ð‗ı{Ë├Í©┴¯CALL¢M║¤╩╣Ë├íú┐╔Ë├Á─ÀÍͺͩßÿËðP0í½P127╣▓128éÇú¼Á½P63╩ä‗¢Y╩°Í©┴¯END▓¢ÌDÊãÁ─╠Ï╩ÔÍ©ßÿú¼▓╗─▄Ë├Ë┌ÿ╦Ëøíú
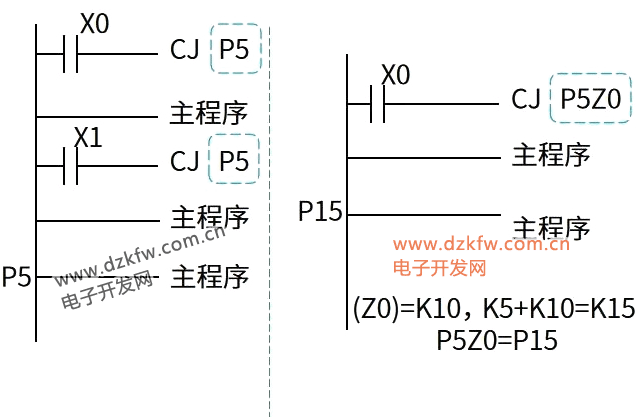
È┌│╠ð‗Íðú¼Í©ßÿÁ─╩╣Ë├║▄║åå╬ú¼È┌îªæ¬│╠ð‗ððξ─©¥ÇÁ─ξé╚¥Äîæ╝┤┐╔íúÍ©ßÿÿ╦╠û¥▀Ëð╬¿Ê╗ðÈú¼▓╗─▄ÍÏÅ═╩╣Ë├íúÊ▓¥═ıfú¼├┐éÇÿ╦╠ûÁ─Í©ßÿÈ┌ξ─©¥Çξé╚Í╗─▄│÷¼FÊ╗┤╬íúÁ½═¼Ê╗ÿ╦╠ûÍ©ßÿú¼┐╔ÊÈ║═ÂÓéÇCJÍ©┴¯¢M║¤ú¼Î¸×ÚÂÓéÇCJÍ©┴¯Á─│╠ð‗ÌDÊã╚Ù┐┌ÁÏÍÀú¼╚þ¤┬êD╦¨╩¥íú
┴Ý═Ôú¼ÿ╦╠û┐╔ÊÈÎâÍÀîñÍÀ╩╣Ë├ú¼ÎâÍÀîñÍÀ╬ÊÈ┌╔¤Ê╗ã¬╬─ı┬ÊТøÍv▀^ú¼╚þ¤┬êD╦¨╩¥ú¼ÎâÍÀ╝─┤µã¸â╚╚¦×ÚK10ú¼┤╦òrÍ©ßÿÿ╦╠û¥═Îâ│╔┴╦P15íú
3íóÌDÊãÀ¢╩¢
└¹Ë├CJÌDÊãòrú¼┐╔ÊȤ‗CJÍ©┴¯Á─║¾├µ│╠ð‗ÌDÊãú¼Ê▓┐╔ÊȤ‗CJÍ©┴¯Á─Ã░├µ│╠ð‗ÌDÊãíúÁ½Ê╗░ÒÂ╝╩ÃË├Ë┌¤‗║¾├µ│╠ð‗ÌDÊãú¼Ê‗×Ú¤±Ã░├µ│╠ð‗ÌDÊãú¼Ê╗▓╗ÎóÊÔåßú¼¥═ò■Èý│╔╦└С¡h(hu¿ón)ú¼╚þ¤┬êD╦¨╩¥íú╚¶‗îäËùl╝■X1Ê╗Í▒¢Ë═¿ú¼│╠ð‗¥═ò■È┌ÌDÊãÁÏÍÀ╚Ù┐┌P5╠Ä║═CJÍ©┴¯Í«Úg▓╗öÓ▀\ððú¼Èý│╔╦└С¡h(hu¿ón)íú
4íóCJÍ©┴¯Á─æ¬Ë├
PLC│╠ð‗îªCJÌDÊãÍ©┴¯Á─æ¬Ë├▒╚¦^ÂÓú¼Ê‗×ÚCJÍ©┴¯║åå╬ËðÀ¢▒Òíú└²╚þ¢╠▓─Íð¥═╠ßÁ¢ú¼È┌╣ñÿI(y¿¿)┐ÏÍãÍðú¼│ú│úËðÎÈäË║═╩ÍäËâ╔ÀN╣ñθÀ¢╩¢╣®ÊÈÃðôQíú╚þ¤┬êD╦¨╩¥ú¼X0╩Ã╩ÍäË─ú╩¢Á─ÃðôQÚ_ÛPú¼«öX0öÓÚ_òrú¼│╠ð‗─¼ıJê╠(zh¿¬)ððÎÈäË─ú╩¢ú¼╚¶¢Ë═¿X0ú¼│╠ð‗ò■ùlÌDÁ¢╩ÍäË─ú╩¢ê╠(zh¿¬)ððíú
CJÍ©┴¯Á─îì└²æ¬Ë├▀ÇËð║▄ÂÓú¼▀@ð®Â╝╩Ãʬ┐┐╬ÊéâÈ┌îìÙHÁ─╣ñθÍð╚Ñ░l(f¿í)¼F║═├■╦¸íúÁ½Í╗ʬ╬ÊéâͬÁ└Á─CJÍ©┴¯Á─║¼┴x║═Ë├À¿ú¼─▄È┌╠¦ð╬êDÍðÎx«╦³╩Ã╣ª─▄║═θË├ú¼¥═ÊТø┐╔ÊÈ┴╦íú
ÛPË┌PLCÁ─ùl╝■ÌDÊãú¼¥═ÀͤÝÁ¢▀@└´ú¼┤¾╝ÊËð╩▓├┤Êè¢ÔÁ─ú¼ÜgË¡┴¶ÐÈÈuıôíú
Îóú║▒¥╬─ı┬â╚╚¦Â╝╩Ã╗¨Ë┌╚²┴ÔFX PLC╦¨îæ
 ÀÁ╗ÏÝö▓┐
ÀÁ╗ÏÝö▓┐ ╦óð┬Ýô├µ
╦óð┬Ýô├µ ¤┬Á¢ÝôÁÎ
¤┬Á¢ÝôÁÎ