
ŽÓą┼Ė„╬╗║ĖėčéāČ╝ų¬Ą└║ĖŚl╩ŪļŖ║Ė╣ż║ĖĮėĢr║“▒žĒÜę¬ė├ĄĮĄ─Ż¼║ĖŃQĮė╔Ž║ĖŚlŠ═┐╔ęį═∙╣ż╝■╔Ž╚źķ_╩╝╣żū„ĪŻ
╚╗Č°Ż¼║ĖėčéāČ╝ų¬Ą└─ŃĄ─║ĖŚlą═╠¢å߯┐

║ĖŚlĄ─╩╣ė├╩Ū║▄ėąųvŠ┐Ą─Ż¼ė├Õe┴╦▓─┴ŽĄ─║ĖŚlė╔ė┌▓╗─▄▒ŻūC║ĖĮėÅŖČ╚Ż¼ę╗Č©ę¬┤“─źķ_ųžą┬║ĖĪŻ╚ń╣¹╩Ū┤¾ą═Ą─Š═▓╗║├┴╦Ż¼║ĖĮėĄ─ĄžĘĮĢ■┴čķ_Ż¼ć└ųžĄ─┐╔─▄įņ│╔╔·├³žö«a░▓╚½╩┬╣╩ĪŻ
╦∙ęįŻ¼╬ęéāąĶę¬┴╦ĮŌ~ļŖ║ĖŚl╩Ūį§├┤ĮM│╔Ą─Ż┐

║ĖŚl╩Ū═┐ėą╦ÄŲżĄ─╣®║ĖŚlļŖ╗Ī║Ė╩╣ė├Ą─╚█╗»ļŖśOŻ¼╦³╩Ūė╔╦ÄŲż║═║ĖąŠā╔▓┐ĘųĮM│╔Ą─ĪŻ
║ĖŚlųą▒╗╦ÄŲż░³Ė▓Ą─Įī┘ąŠĘQ×ķ║ĖąŠĪŻ║ĖąŠę╗░Ń╩Ūę╗Ė∙Š▀ėąę╗Č©ķLČ╚╝░ų▒ÅĮĄ─õōĮzĪŻ

ĪŠ║ĖąŠėąā╔éĆū„ė├Ī┐
ę╗Īóé„ī¦║ĖĮėļŖ┴„Ż¼«a╔·ļŖ╗Ī░čļŖ─▄▐DōQ│╔¤ß─▄ĪŻ
Č■Īó║ĖąŠ▒Š╔Ē╚█╗»ū„×ķ╠Ņ│õĮī┘┼cę║¾w─Ė▓─Įī┘╚█║Žą╬│╔║Ė┐pĪŻ║ĖŚl║ĖĮėĢrŻ¼║ĖąŠĮī┘š╝š¹éĆ║Ė┐pĮī┘Ą─ę╗▓┐ĘųĪŻ╦∙ęį║ĖąŠĄ─╗»īW│╔ĘųŻ¼ų▒Įėė░Ēæ║Ė┐pĄ─┘|┴┐ĪŻę“┤╦Ż¼ū„×ķ║ĖŚląŠė├Ą─õōĮzČ╝å╬¬ÜęÄČ©┴╦╦³Ą─┼Ų╠¢┼c│╔ĘųĪŻ
╚ń╣¹ė├ė┌┬±╗Īūįäė║ĖĪóļŖį³║ĖĪóÜŌ¾w▒Żūo║ĖĪóÜŌ║ĖĄ╚╚█║ĖĘĮĘ©ū„╠Ņ│õĮī┘ĢrŻ¼ätĘQ×ķ║ĖĮzĪŻ
║ĖŚl╦ÄŲż╩ŪųĖ═┐į┌║ĖąŠ▒Ē├µĄ─═┐┴ŽīėĪŻ╦ÄŲżį┌║ĖĮė▀^│╠ųąĘųĮŌ╚█╗»║¾ą╬│╔ÜŌ¾w║═╚█į³Ż¼ŲĄĮÖCąĄ▒ŻūoĪóę▒Į╠Ä└ĒĪóĖ─╔Ų╣ż╦ćąį─▄Ą─ū„ė├ĪŻ
╦ÄŲżĄ─ĮM│╔╬’ėąŻ║ĄV╬’ŅÉŻ©╚ń┤¾└Ē╩»ĪóĘ·╩»Ą╚Ż®ĪóĶF║ŽĮ║═Įī┘Ę█ŅÉŻ©╚ńÕiĶFĪóŌüĶFĄ╚Ż®ĪóėąÖC╬’ŅÉŻ©╚ń─ŠĘ█ĪóĄĒĘ█Ą╚Ż®Īó╗»╣ż«aŲĘŅÉŻ©╚ńŌü░ūĘ█Īó╦«▓Ż┴¦Ą╚Ż®ĪŻ║ĖŚl╦ÄŲż╩ŪøQČ©║Ė┐p┘|┴┐Ą─ųžę¬ę“╦žĪŻ

ĪŠį┌║ĖĮė▀^│╠ųąĄ─ū„ė├Ī┐
ę╗Īó╠ßĖ▀ļŖ╗Ī╚╝¤²Ą─ĘĆČ©ąį
¤o╦ÄŲżĄ─╣Ō║ĖŚl▓╗╚▌ęūę²╚╝ļŖ╗ĪĪŻ╝┤╩╣ę²╚╝┴╦ę▓▓╗─▄ĘĆČ©Ąž╚╝¤²ĪŻ
Č■Īó▒Żūo║ĖĮė╚█│ž
║ĖĮė▀^│╠ųąŻ¼┐šÜŌųąĄ─č§ĪóĄ¬╝░╦«š¶ÜŌĮ■╚ļ║Ė┐pŻ¼Ģ■Įo║Ė┐pĦüĒ▓╗└¹Ą─ė░ĒæĪŻ▓╗āHą╬│╔ÜŌ┐ūŻ¼Č°Ūę▀ĆĢ■ĮĄĄ═║Ė┐pĄ─ÖCąĄąį─▄Ż¼╔§ų┴ī¦ų┬┴č╝yĪŻ
Č°║ĖŚl╦ÄŲż╚█╗»║¾Ż¼«a╔·Ą─┤¾┴┐ÜŌ¾w╗\šųų°ļŖ╗Ī║═╚█│žŻ¼Ģ■£p╔┘╚█╗»Ą─Įī┘║═┐šÜŌĄ─ŽÓ╗źū„ė├ĪŻ║Ė┐p└õģsĢrŻ¼╚█╗»║¾Ą─╦ÄŲżą╬│╔ę╗īė╚█į³Ż¼Ė▓╔wį┌║Ė┐p▒Ē├µŻ¼▒Żūo║Ė┐pĮī┘▓ó╩╣ų«ŠÅ┬²└õģsĪó£p╔┘«a╔·ÜŌ┐ūĄ─┐╔─▄ąįĪŻ
╚²Īó▒ŻūC║Ė┐p├ōč§Īó╚ź┴“┴ūļs┘|
║ĖĮė▀^│╠ųąļm╚╗▀Mąą┴╦▒ŻūoŻ¼Ą½╚įļy├Ōėą╔┘┴┐č§▀M╚ļ╚█│žŻ¼╩╣Įī┘╝░║ŽĮį¬╦žč§╗»Ż¼¤²ōp║ŽĮį¬╦žŻ¼ĮĄĄ═║Ė┐p┘|┴┐ĪŻę“┤╦Ż¼ąĶę¬į┌║ĖŚl╦ÄŲżųą╝ė╚ļ▀ĆįŁä®(╚ńÕiĪó╣ĶĪóŌüĪóõXĄ╚)Ż¼╩╣ęč▀M╚ļ╚█│žĄ─č§╗»╬’▀ĆįŁĪŻ
╦─Īó×ķ║Ė┐pča│õ║ŽĮį¬╦ž
ė╔ė┌ļŖ╗ĪĄ─Ė▀£žū„ė├Ż¼║Ė┐pĮī┘Ą─║ŽĮį¬╦žĢ■▒╗š¶░l¤²ōpŻ¼╩╣║Ė┐pĄ─ÖCąĄąį─▄ĮĄĄ═ĪŻ
ę“┤╦Ż¼▒žĒÜ═©▀^╦ÄŲżŽ“║Ė┐p╝ė╚ļ▀m«öĄ─║ŽĮį¬╦žŻ¼ęįÅøča║ŽĮį¬╦žĄ─¤²ōpŻ¼▒ŻūC╗“╠ßĖ▀║Ė┐pĄ─ÖCąĄąį─▄ĪŻ
ī”ėąą®║ŽĮõōĄ─║ĖĮėŻ¼ę▓ąĶę¬═©▀^╦ÄŲżŽ“║Ė┐pØB╚ļ║ŽĮŻ¼╩╣║Ė┐pĮī┘─▄┼c─Ė▓─Įī┘│╔ĘųŽÓĮėĮ³Ż¼ÖCąĄąį─▄┌s╔Ž╔§ų┴│¼▀^╗∙▒ŠĮī┘ĪŻ
╬ÕĪó╠ßĖ▀║ĖĮė╔·«a┬╩Ż¼£p╔┘’w×R
║ĖŚl╦ÄŲżŠ▀ėą╩╣╚█Ą╬į÷╝ėČ°£p╔┘’w×RĄ─ū„ė├ĪŻ║ĖŚl╦ÄŲżĄ─╚█³c╔įĄ═ė┌║ĖąŠĄ─║Ė³cŻ¼
Ą½ę“║ĖąŠ╠Äė┌ļŖ╗ĪĄ─ųąą─ģ^Ż¼£žČ╚▌^Ė▀Ż¼╦∙ęį║ĖąŠŽ╚╚█╗»Ż¼╦ÄŲż╔į▀tę╗³c╚█╗»ĪŻ═¼ĢrŻ¼ė╔ė┌£p╔┘┴╦ė╔’w×Rę²ŲĄ─Įī┘ōp╩¦Ż¼╠ßĖ▀┴╦╚█Ę¾ŽĄöĄŻ¼ę▓Š═╠ßĖ▀┴╦║ĖĮė╔·«a┬╩ĪŻ
ęį╔Ž╩Ū║ĖŚlĄ─ĮM│╔Ż¼Ą½╬ęéā║ĖĮėĄ─Ģr║“ę¬▀xō±╩▓├┤śėĄ─║ĖŚl─žŻ┐
╩ūŽ╚ėąéĆĖ┼─ŅŻ¼║ĖŚl╩ŪĘųą═╠¢Ą─Ż¼╬ęéā¼Fį┌─├│÷ę╗ŚlJ422║ĖŚlĪŻ
┐┤ĄĮłD╔ŽĄ─ŠÄ╠¢┴╦å߯┐
J422║ĖŚl╩ŪŲš═©ĮąĘ©Ż¼ī”æ¬ć°ļHś╦£╩┼Ų╠¢E4303ĪŻ╦³╩Ūę╗ĘN╦ßąį║ĖŚlŻ¼╦ÄŲżŌüŌ}ą═Ż¼J▒Ē╩ŠĮYśŗõō║ĖŚlŻ¼42╩Ū42kg/mm 2║Ė┐pĮī┘Ą─┐╣└ŁÅŖČ╚ĪŻ
Č°╬ęéāĄ─ć°ļH┼Ų╠¢E4303Ą─ĮŌßī╚ńŽ┬Ż║

▀@▀ģĮo┤¾╝ę┐éĮYę╗Ž┬┤ų▒®Ą─▀xō±ś╦£╩ĪŻ
│Żė├║ĖŚl┼Ų╠¢╩ŪÅS╝ę╗“ąąśIūįČ©Ą─Ż¼Č°ą═╠¢╩Ūć°ļH═©ė├Ą─Ż¼ĘNŅÉĘ▒ČÓŻ¼ć°«a╝sėą300ČÓĘNĪŻį┌═¼ę╗ŅÉą═ųąŻ¼Ė∙ō■▓╗═¼╠žąįĘų│╔▓╗═¼Ą─ą═╠¢ĪŻ─│ę╗ą═╠¢Ą─║ĖŚl┐╔─▄ėąę╗éĆ╗“ÄūéĆŲĘĘNĪŻ═¼ę╗ą═╠¢Ą─║ĖŚlį┌▓╗═¼Ą─║ĖŚl═∙═∙┐╔ėą▓╗═¼Ą─┼Ų╠¢ĪŻ
Ųš═©║ĖŚlų„ę¬ė╔╚ńŽ┬ÄūĘNŻ║
Ż©1Ż®ī”Ą═╠╝õōĮYśŗ╝■Ż¼ę╗░Ń▀xė├ŌüŌ}ą═Ą─E4303Ż©J422Ż®╗“E5023Ż©J502Ż®║ĖŚlŻ╗
Ż©2Ż®ī”ę¬Ū¾╦▄ąįĪóĒgąį╝░┐╣┴čąį▌^Ė▀Ą─ųžę¬ĮYśŗ╝■Ż¼▀xė├Ą═Üõą═E4315Ż©J427Ż®╗“E5015Ż©J507Ż®║ĖŚlĪŻ«ö╩╣ė├Į╗┴„║ĖÖC║ĖĮėĢrŻ¼┐╔▀xė├Į╗ų▒┴„ā╔ė├Ą═Üõą═E4316Ż©J426Ż®╗“E5016Ż©J506Ż®║ĖŚlĪŻ
Ż©3Ż®ī”ę¬Ū¾║Ė┐p▒Ē├µ├└ė^Īó╣Ō╗¼Ą─▒Ī░Õśŗ╝■Ż¼ūŅ║├▀xė├Ōüą═E4313Ż©J421Ż®║ĖŚlĪŻ
Ż©4Ż®ī”¤oĘ©║▄║├ĄžŽ¹│²ė═õPĄ╚┼K╬’║═ę¬Ū¾╚▄╔Ņ▌^┤¾Ą─║ĖĮėśŗ╝■Ż¼ūŅ║├▀xė├č§╗»ĶFą═E4320Ż©J424Ż®║ĖŚlĪŻ
Ż©5Ż®ī”į┌┤¾┴┐┴ó║Ė┐pĄ─║ĖĮėśŗ╝■Ż¼į┌Śl╝■į╩įSĢrŻ¼┐╔▀xė├īŻķT┴óŽ“Ž┬║ĖĄ─ļŖ║ĖŚlŻ¼╚ńE4300Ż©J420Ż®║ĖŚlĪŻ
ęį╔Ž╩ŪĖ∙ō■ė├═ŠüĒģ^ĘųĄ─Ųš═©│Żė├║ĖŚlŻ¼╚ńĖ∙ō■║ĖŚlų▒ÅĮĘųŻ¼ät║ĖŚlų▒ÅĮ╚ĪøQė┌║Ė╝■║±Č╚üĒøQČ©Ż¼║ĖŚlĖ∙ō■Ųõ║ĖąŠĄ─┤¾ąĪŻ¼═©│ŻĘų×ķ2Īó2.5Īó3.2Īó4Īó5Īó6║┴├ūĄ╚ÄūĘNŻ¼╩╣ė├ūŅČÓĄ─Ųš═©Ą─╩Ū2.5Īó3.2Īó4║┴├ū3ĘN.
┤¾Ė┼Ą─ų▒ÅĮ┼c║ĖĮėļŖ┴„╚ńŽ┬Ż║
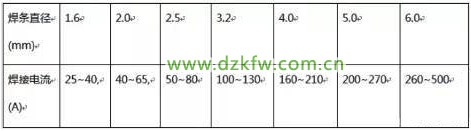
┴Ē═ŌŻ¼Ė∙ō■║Ė╝■║±Č╚▀xō±║ĖŚlų▒ÅĮĄ─ĘĮĘ©Ż║
Ż©1Ż®║Ė╝■║±Č╚Ī▄4║┴├ūŻ¼▀xė├║ĖŚlų▒ÅĮ▓╗│¼▀^║Ė╝■║±Č╚ĪŻ
Ż©2Ż®║Ė╝■║±Č╚4Ī½12║┴├ūŻ¼▀xė├║ĖŚlų▒ÅĮ3Ī½4║┴├ūĪŻ
Ż©3Ż®║Ė╝■║±Č╚ŻŠ12║┴├ūŻ¼║ĖŚlų▒ÅĮĪ▌4║┴├ūĪŻ
ęįĮYśŗõō×ķ└²Ż║┼Ų╠¢,ŠÄųŲĘ©.ĮYXXX,ĮY×ķĮYśŗõō║ĖŚl,Ą┌3éĆöĄūų,┤·▒Ē╦ÄŲżŅÉą═,║ĖĮėļŖ┴„ę¬Ū¾,Ą┌1Īó2öĄŻ║┤·▒Ē║Ė┐pĮī┘┐╣└ŁÅŖČ╚ .
J507Ī¬J┤·▒ĒĮYśŗõō║ĖŚl
50┤·▒Ē║Ė┐pĮī┘Ą─┐╣└ŁÅŖČ╚▓╗Ą═ė┌490MPa
7┤·▒ĒĄ═Üõą═╦ÄŲż,ų▒┴„
║ĖŚlĄ─ą═╠¢╩Ū░┤ć°╝ęėąĻPś╦£╩┼cć°ļHś╦£╩┤_Č©Ą─.ęįĮYśŗõō×ķ└²,ą═╠¢ŠÄųŲĘ©×ķūų─ĖĪ░EĪ▒▒Ē╩Š║ĖŚl,Ą┌ę╗ĪóČ■╬╗▒Ē╩Š╚█Ę¾Įī┘ūŅąĪ┐╣└ŁÅŖČ╚,Ą┌╚²╬╗öĄūų▒Ē╩Š║ĖŚlĄ─║ĖĮė╬╗ų├,Ą┌╚²Īó╦─╬╗öĄūų▒Ē╩Š║ĖĮėļŖ┴„ĘNŅÉ╝░╦ÄŲżŅÉą═.
E4315ųąŻ║
EŻ║▒Ē╩Š║ĖŚl
43Ż║╚█Ę¾Įī┘┐╣└ŁÅŖČ╚Ą─ūŅąĪųĄ
1Ż║▒Ē╩Šįćė├┼c╚½╬╗ų├║Ė
5Ż║▒Ē╩Š╦ÄŲż×ķĄ═Üõ╝{ą═,▓ó┐╔▓╔ė├ų▒┴„Ę┤Įė
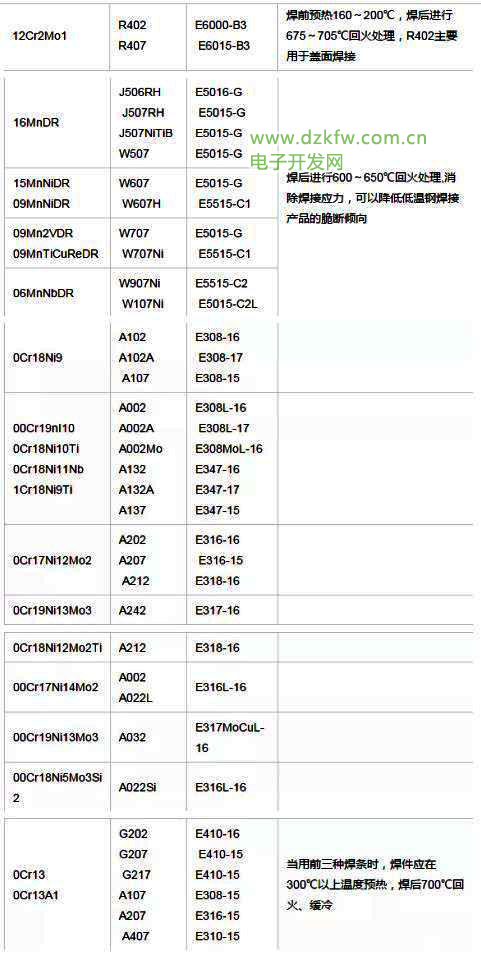
│Żė├Ą─ĮYśŗõō║ĖŚlėąJ421ĪóJ422ĪóJ423ĪóJ424ĪóJ506ĪóJ507ĪŻ
└²╚ń║ĖĮė20MnŻ¼Q235Ą╚Ą═╠╝õō╗“┐╣└ŁÅŖČ╚į┌400MPaū¾ėęĄ─õōŠ═┐╔ęį▀xė├E43ŽĄ┴ą║ĖŚlĪŻ
Č°║Ė16MnŻ¼16MngĄ╚┐╣└ŁÅŖČ╚į┌500MPaĘČć·Ą─õōŻ¼▀xė├E50ŽĄ┴ą║ĖŚlŠ═ąą┴╦Ż©1MPa╝sĄ╚ė┌10╣½Į’Ą─┴”Ż®ĪŻ
Ž┬├µĮo┤¾╝ę┼e└²éĆĮŌ┤Ņ}
¼Fį┌╬ęéā┼eéĆ└²ūė║ĖĮė▓─┴Ž×ķQ235Ż¼5║┴├ū║±Ą─õōĶF╬ęéāæ¬įōį§├┤▀xō±─žŻ┐Ż©┤░ĖČ╝į┌╬─š┬╔Ž├µĄ─öĄō■┐╔ęį▓ķįāŻ®
╩ūŽ╚Q235╩ŪĄ═╠╝õōŪęŪ³Ę■ÅŖČ╚×ķ235MpaŻ¼┐╣└ŁÅŖČ╚×ķ370~500MpaĪŻ
╦∙ęį╬ęéā┐╔ęį▀xō±E43ŽĄ┴ąĄ─║ĖŚlŻ¼ė╔ė┌╣ż╝■ę¬Ū¾▓╗Ė▀╦∙ęį╬ęéā┐╔ęį▀xō±E430╗“š▀E431╚½╬╗ų├║ĖĮėĪŻūŅ║¾ę“×ķ╩ŪĄ═╠╝õō▀xō±Ę¹╠¢×ķ3ŌüŌ}ą═╦ÄŲż
╚╗║¾5║┴├ū║±Ą─▓─┴Ž╬ęéāæ¬įō▀xō±ų▒ÅĮ3.2Ą─║ĖŚlĪŻ
ų▒Įė×ķ3.2Ą─║ĖŚl╬ęéā▀xō±Ą─ļŖ┴„┤¾ąĪ╩Ū100~130A
Ą├│÷╬ęéāæ¬įō╩╣ė├E4303Īóų▒ÅĮ×ķ3.2Ą─║ĖŚlļŖ┴„×ķ110Aū¾ėę▀Mąą║ĖĮėĪŻ
ūŅ║¾Ż¼į┘Įo┤¾╝ęę╗Åł┐┤Ą─Č«Š═║▄║├ė├Ż¼┐┤▓╗Č«ę▓ø]▐kĘ©Ą─▒ĒĖ±...


 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū