
電焊運條方法詳解 焊接時怎樣運條
電焊運條方法很多,應根據接頭的型式和間隙、焊縫的空間位置、焊條直徑與性能、焊接電流及焊工的技術水平等方面來選用合適的運條方法。常用的運條方法有如下幾種。
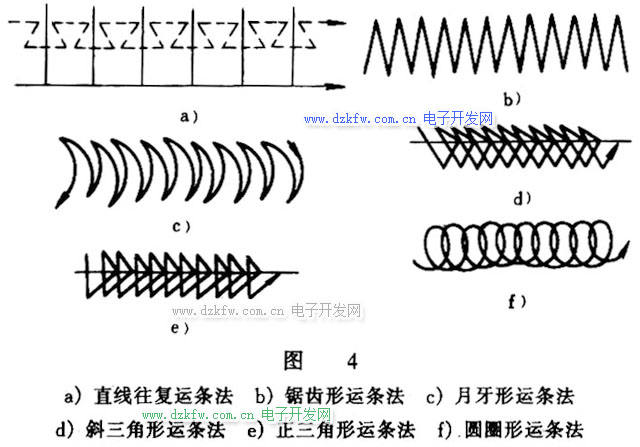
1、直線形運條法要求焊接時保持一定的弧長,并沿焊接主向作直線前進。
2、直線往復運條法具有焊接速度快、焊縫窄和散熱快的特點,所以多用于薄板焊接和接頭間隙較大的焊縫。
3、鋸齒形運條法操作容易,在實際中應用較廣,多用于較厚鋼板的焊接、平焊及仰焊的對接接頭、立焊的對接和填角焊接頭。
4、月牙形運條法要求焊條末端焊接方向作月牙形的左右擺動。此方法應用范圍和鋸齒形運條法基本相同,不過其焊出來的焊縫增高量較高,具有較長的保溫時間、易使氣體析出和熔渣浮到焊縫表面上來的優點。
5、三角形運條法要求焊條末端作連續三角形運動并不斷前移。此方法適用于坡口立焊和填角立焊。它的特點是一次能焊出較厚的焊縫斷面,焊縫不易產生夾渣,有利于提高生產率。
6、圓圈形運條法,如圖所示,要求焊條末端連續作圓圈運動,并不斷前進。此方法適用于平焊、仰臉焊位置的填角焊和橫焊。它主要能控制熔滴金屬不下淌,有助于焊縫成形。
7、八字形運條法要求焊條末端連續作8字形運動,并不斷前移。此方法的特點是使兩個被焊件邊緣充分加熱,使之熔化均勻,保證焊透,適用于厚板有坡口的對接焊縫。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底