
š¬ę¬:▓╔ė├PLC├}ø_▌ö│÷ą┼╠¢┐žųŲ▓Į▀MļŖÖCčžX▌S┼cY▌S▀\äėŻ¼═©▀^░l╦═├}ø_Ą─éĆöĄīŹ¼FŠ½┤_Č©╬╗Ą─╣”─▄ĪŻ╩╣ė├šµ┐š╬³▒P┤·╠µÖCąĄ╩ų╩ųū”Ż¼īŹ¼F┴╦ī”╠ž╩Ō▓─┴ŽĄ─╬³╚Ī┼cßīĘ┼ĪŻųž³cĮķĮB┴╦ÜŌäė┐žųŲŽĄĮyĪóPLC┐žųŲŽĄĮy╝░ė|├■Ų┴«ŗ├µĄ─įOėŗĪŻīŹ█`ūC├„Ż¼įōŽĄĮy▓┘ū„ĘĮ▒ŃĪó▀\ąąŲĮĘĆĪóČ©╬╗£╩┤_Īó─▄ē“ī”╬’┴Ž▀Mąą░▓╚½ėąą¦Ą─░ß▀\Ż¼╩╣ė├ą¦╣¹┴╝║├ĪŻĻPµIį~:
š¬ ę¬: ▓╔ė├PLC├}ø_▌ö│÷ą┼╠¢┐žųŲ▓Į▀MļŖÖCčžX▌S┼cY▌S▀\äėŻ¼═©▀^░l╦═├}ø_Ą─éĆöĄīŹ¼FŠ½┤_Č©╬╗Ą─╣”─▄ĪŻ╩╣ė├šµ┐š╬³▒P┤·╠µÖCąĄ╩ų╩ųū”Ż¼īŹ¼F┴╦ī”╠ž╩Ō▓─┴ŽĄ─╬³╚Ī┼cßīĘ┼ĪŻųž³cĮķĮB┴╦ÜŌäė┐žųŲŽĄĮyĪóPLC┐žųŲŽĄĮy╝░ė|├■Ų┴«ŗ├µĄ─įOėŗĪŻīŹ█`ūC├„Ż¼įōŽĄĮy▓┘ū„ĘĮ▒ŃĪó▀\ąąŲĮĘĆĪóČ©╬╗£╩┤_Īó─▄ē“ī”╬’┴Ž▀Mąą░▓╚½ėąą¦Ą─░ß▀\Ż¼╩╣ė├ą¦╣¹┴╝║├ĪŻ
ĻPµIį~: ÖCąĄ╩ųŻ╗ ┐žųŲŽĄĮy;Š½┤_Č©╬╗;▓Į▀MļŖÖCŻ╗ PLC
╬’┴Ž░ß▀\ÖCąĄ╩ųį┌Ė▀£žĪóųž▌dĪóČÓĘ█ēmĄ─╬ŻļUŁhŠ│ųąæ¬ė├Ųš▒ķŻ¼▓╗Ą½┐╔ęį£p▌p╣ż╚╦Ą─ä┌äėÅŖČ╚Ż¼▀Ć┐╔ęį┤¾┤¾╠ßĖ▀╔·«aĄ─ą¦┬╩[1-2]ĪŻį┌īŹļHæ¬ė├ųąŻ¼ę╗░ŃĄ─╬’┴Ž░ß▀\Č©╬╗┐žųŲ┤¾ČÓ▓╔ė├┐╔ŠÄ│╠┐žųŲŲ„PLC╝ė├}ø_Č©╬╗─ŻēK▀MąąČ©╬╗┐žųŲŻ¼┤╦ĘĮĘ©ĮYśŗÅ═ļsŻ¼ė▓╝■│╔▒ŠĖ▀[3-4]ĪŻ▒Š╬─ų▒Įė└¹ė├PLC▒Š╔ĒĄ─Ė▀╦┘├}ø_▌ö│÷Č╦┐┌Ęųäe┐žųŲX▌S┼cY▌SĄ─▓Į▀MļŖÖCŻ¼═©▀^┐žųŲ├}ø_Ą─éĆöĄŻ¼ĘųäeīŹ¼FX▌S┼cY▌SŠ½┤_Ą─Č©╬╗╣”─▄ĪŻ╩╣ė├šµ┐š╬³▒P┤·╠µÖCąĄ╩ų╩ųū”Ż¼īŹ¼F┴╦ī”╠ž╩Ō▓─┴Ž(╚ń═Ōą╬▓╗ęÄätĪóŖA│ųęū╦ķĄ╚)Ą─╬³╚Ī┼cßīĘ┼[5]ĪŻįōŽĄĮyĮYśŗ║åå╬Īó▀\ąąŲĮĘĆĪóČ©╬╗£╩┤_Īó┐╔ęį░ß▀\ÜŌäė╩ųū”¤oĘ©░ß▀\Ą─╬’┴ŽĪŻ
įōÖCąĄ╩ųė╔X▌SĪóY▌SØLųķĮzĖ▄ÖCśŗŻ¼Z▌S╔²ĮĄÜŌĖū┼cšµ┐š╬³▒Pūź╚ĪÖCśŗĄ╚ĮM│╔ĪŻ▓Į▀MļŖÖC═©▀^┬ō▌SŲ„▀BĮėX▌S┼cY▌SĮzĖ▄Ż¼┐žųŲ├}ø_Ą─éĆöĄŻ¼īŹ¼FX▌S┼cY▌SŠ½┤_Ą─Č©╬╗╣”─▄ĪŻÖCąĄ╩ųĄĮ▀_ųĖČ©Ą─╬╗ų├║¾Ż¼═©▀^Z▌S╔²ĮĄÜŌĖū┼cšµ┐š╬³▒PĄ─┐žųŲŻ¼┐╔ęį═Ļ│╔╬’┴ŽĄ─╬³╚Ī┼cßīĘ┼ĪŻÖCąĄ╩ų┐é¾wĮYśŗ╚ńłD1╦∙╩ŠĪŻ

łD1 ÖCąĄ╩ų┐é¾wĮYśŗłD
(1) ▓┘ū„─Ż╩ĮĘų×ķ╩ųäė║═ūįäėĘĮ╩Įā╔ĘNĪŻ═©▀^ė|├■Ų┴Ą─ė|├■╩ųäė╗“ūįäė▓┘ū„░┤ŌoŻ¼Ęųäe▀M╚ļ╩ųäė┼cūįäė▓┘ū„Įń├µĪŻ
(2) ╩ųäė▓┘ū„ĢrŻ¼═©▀^ė|├■Ų┴▓┘ū„X▌S┼cY▌SĄ─š²ĪóĘ┤▐D³cäė░┤ŌoŻ¼īóÖCąĄ╩ų▀\ąąų┴╚╬║╬╬╗ų├Ż¼▓ó┐╔▀MąąįŁ³cĘĄ╗žĪŻ░┤Ž┬╔Ž╔²┼cŽ┬ĮĄ░┤Ōo┐╔═Ļ│╔Z▌SÜŌĖūĄ─╔Ž╔²┼cŽ┬ĮĄäėū„Ż¼░┤Ž┬╬³╚Ī┼cßīĘ┼░┤ŌoŻ¼┐╔═Ļ│╔╣ż╝■Ą─╬³╚Ī┼cßīĘ┼äėū„ĪŻ
(3) ūįäė▓┘ū„ĢrŻ¼ÖCąĄ╩ų░┤łD2Ą─╣ż╝■╬╗ų├▀Mąą░ß▀\Ż¼│§╩╝╬╗ų├╬╗ė┌įŁ³c(į┌ó┌╬╗Ą─ū¾é╚)Ż¼╩ūŽ╚īó╣ż╝■Å─1╠¢╬╗ų├░ß▀\ų┴2╠¢╬╗ų├Ż¼╚╗║¾ė╔2╠¢╬╗ų├░ß▀\ų┴3╠¢╬╗ų├Ż¼ūŅ║¾╗žĄĮ1╠¢╬╗ų├Ż¼▀M╚ļŽ┬éĆų▄Ų┌ĪŻ
(4) ░┤Ž┬═Żų╣░┤ŌoĢrŻ¼ÖCąĄ╩ų▓ó▓╗┴ó╝┤═Żų╣Ż¼ę¬Ą╚ĄĮę╗éĆų▄Ų┌ĮY╩°║¾Ż¼ĘĮ┐╔═Żų╣ĪŻ
(5) ×ķ┴╦Ę└ų╣X▌S┼cY▌S░l╔·įĮ│╠╣╩šŽŻ¼X▌S┼cY▌Sæ¬ėąśOŽ▐▒Żūo╣”─▄ĪŻ
łD2 ░ß▀\╣ż╝■╩ŠęŌłD
Ė∙ō■ÖCąĄ╩ųĄ─┐žųŲę¬Ū¾Ż¼ÖCąĄ╩ų╣▓ėą1éĆł╠ąąÜŌĖūüĒ═Ļ│╔Z▌S(╔Ž╔²┼cŽ┬ĮĄ)▀\äėŻ¼1éĆšµ┐š░l╔·Ų„Ħäėšµ┐š╬³▒P═Ļ│╔╬’┴Ž╬³Ę┼╚╬䚯¼ł╠ąąÜŌĖū┼cšµ┐š░l╔·Ų„ė╔Č■╬╗╬Õ═©ļŖ┤┼ķy┐žųŲŻ¼Š∙▓╔ė├ļpļŖ┐žļŖ┤┼ķyĪŻļŖ┤┼ķy│÷ÜŌ┐┌░▓čbėą╣Ø┴„ķyŻ¼ė├üĒš{╣ØÜŌ¾w┴„┴┐Ą─┤¾ąĪ┤_▒ŻÜŌĖūĄ─äėū„ŲĮĘĆ┐╔┐┐[6-8]ĪŻÜŌĖū▀xō±╗Ņ╚¹Ä¦┤┼ąįĄ─ÜŌĖūŻ¼▒Ńė┌└¹ė├┤┼ąįķ_ĻPüĒÖz£yÜŌĖū╗Ņ╚¹Ą─╬╗ų├Ż¼╝┤Öz£y╗Ņ╚¹Ą─▀\äėąą│╠ĪŻ×ķ┴╦┤_▒Żšµ┐š░l╔·Ų„«a╔·Ą─žōē║─▄ē“╬³ūĪ╬’¾wŻ¼▓╔ė├ÜŌē║é„ĖąŲ„Öz£yžōē║┤¾ąĪ[9-12]ĪŻįOėŗĄ─ÖCąĄ╩ųÜŌäė╗ž┬Ę╚ńłD3╩ŠĪŻ

łD3 ÖCąĄ╩ųÜŌäė┐žųŲ╗ž┬Ę
Ė∙ō■ÖCąĄ╩ų░ß▀\╬’┴ŽĄ─┐žųŲę¬Ū¾Ż¼▌ö╚ļą┼╠¢ųą╔²ĮĄÜŌĖūäėū„╩ŪʱĄĮ╬╗▓╔ė├2éĆ┤┼ąįķ_ĻPüĒÖz£yŻ╗×ķ┴╦┤_▒Żšµ┐š░l╔·Ų„«a╔·Ą─žōē║─▄ē“╬³ūĪ╬’¾wŻ¼▓╔ė├ę╗ÜŌē║é„ĖąŲ„üĒÖz£yĪŻX▌S┼cY▌SĘųäečbėąŽ▐╬╗╝░įŁ³cķ_ĻPŻ¼╝ė╔ŽåóäėĪó═Żų╣ĪóÅ═╬╗Īó╝▒═Ż░┤ŌoŻ¼╣▓š╝ė├PLCĄ─13éĆ▌ö╚ļ³cĪŻ▌ö│÷ą┼╠¢ėąŻ║┐žųŲX▌S┼cY▌SĄ─├}ø_┼cĘĮŽ“ą┼╠¢Ż¼ÜŌĖū╔²ĮĄĪó╬³╚Ī┼cßīĘ┼ļŖ┤┼ķyŻ¼╝ė╔ŽåóäėĪó═Żų╣ĪóÅ═╬╗ųĖ╩Š¤¶Ż¼╣▓š╝ė├11éĆPLC▌ö│÷³cĪŻ┐╝æ]ĄĮįOéõĄ─öUš╣╣”─▄Ż¼▀xė├╚²┴ŌFX3U-32MTĄ─PLC┐╔ØMūŃ┐žųŲę¬Ū¾Ż¼╚²┴Ōplc ▌ö╚ļ▌ö│÷³cĄ─Š▀¾wĘų┼õęŖ▒Ē1╦∙╩ŠĪŻ

▒Ē1 PLC┐žųŲŽĄĮy▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē, I/O
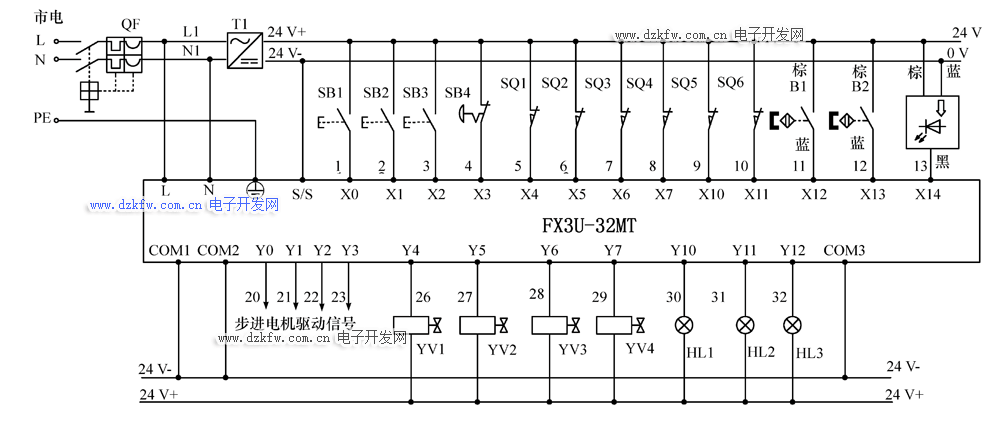
Ė∙ō■ÖCąĄ╩ų┐žųŲŽĄĮyĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒŻ¼įOėŗPLC┐žųŲŽĄĮyļŖÜŌįŁ└ĒłD╚ńłD4║═łD5╦∙╩ŠĪŻłD4ųąŻ¼PLC▀xō±Š¦¾w╣▄▌ö│÷ą═╝░╚²┴ŌFX3U-32MTā╚ų├¬Ü┴ó3▌SūŅĖ▀100 kHzĄ─Č©╬╗╣”─▄Ż¼═Ļ╚½─▄ØMūŃÖCąĄ╩ų░ß▀\╬’┴ŽĄ─Č©╬╗┐žųŲę¬Ū¾ĪŻQF×ķūįäė┐šÜŌķ_ĻPŻ¼ų„ę¬┐žųŲPLCļŖį┤┼cų▒┴„ķ_ĻPļŖį┤Ż¼═¼ĢrŠ▀ėąČ╠┬ĘĪó▀^▌dĄ╚▒ŻūoĪŻT1×ķ24 Vų▒┴„ķ_ĻPļŖį┤Ż¼╠ß╣®PLC▌ö╚ļ/▌ö│÷ļŖ┬ĘĪó▓Į▀MļŖÖC“īäėŲ„╝░ė|├■Ų┴Ą─ų▒┴„ļŖį┤ĪŻ┤┼ąįķ_ĻPėą╦{╔½║═ūž╔½2Ė∙ę²ŠĆŻ¼įOėŗŠĆ┬ĘĢrŻ¼ūóęŌ╦{╔½ŠĆĮėĄ═ļŖ╬╗Ż¼ūž╔½ŠĆĮėĖ▀ļŖ╬╗Ż¼ė╔ė┌▓╔ė├╚²┴ŌFX3UĄ─PLCŻ¼▌ö╚ļļŖ┬ĘąĶę¬Įė24 VļŖį┤Ż¼┐╝æ]ĄĮÜŌē║é„ĖąŲ„Öz£yķ_ĻP×ķPNPą═Ż¼ę“┤╦īóPLCĄ─S/SČ╦Įėķ_ĻPļŖį┤-24 VČ╦ūė;┤┼ąįķ_ĻPĄ─ūž╔½ŠĆ┼cÜŌē║é„ĖąŲ„ūž╔½ŠĆĮėų▒┴„ķ_ĻPļŖį┤+24 VČ╦ūėŻ¼╦{╔½ŠĆĘųäeĮėPLCĄ─XČ╦ūėĪŻ
FX3U-32MTĄ─▌ö│÷Č╦ūėY0Ī¬Y3Š▀ėą▌ö│÷Ė▀╦┘├}ø_Ą─╣”─▄Ż¼ę“┤╦▒žĒÜ┐žųŲ▓Į▀MļŖÖC“īäėŲ„Ą─├}ø_Č╦ĪŻŲõųąŻ¼Y0ĪóY2Ęųäe×ķX▌S▓Į▀M“īäėŲ„Ą─├}ø_▌ö╚ļą┼╠¢║═ĘĮŽ“▌ö╚ļą┼╠¢Ż¼Y1ĪóY3Ęųäe×ķY▌S▓Į▀M“īäėŲ„Ą─├}ø_▌ö╚ļą┼╠¢║═ĘĮŽ“▌ö╚ļą┼╠¢ĪŻ┐╝æ]ĄĮįOéõį┌╩╣ė├▀^│╠ųąĄ─░▓╚½ąįŻ¼Ę└ų╣ę“│╠ą“ŠÄīæėąš`╗“Ųõ╦¹įŁę“ī¦ų┬įĮ│╠╣╩šŽČ°ōpē─įOéõŻ¼į┌X▌S┼cY▌SĘųäeįOų├2éĆśOŽ▐ķ_ĻPŻ¼Ęųäe╩ŪSQ1ĪóSQ2ĪóSQ5ĪóSQ6Ż¼įOéõ▀\ąą▀^│╠ųąŻ¼ĄĮ▀_X▌S╗“Y▌SĄ─śOŽ▐³cŻ¼ęį╔Žķ_ĻPĢ■ķ]║ŽŻ¼Å─łD5ųą┐╔ęį┐┤│÷Ż¼┤╦ĢrKAųąķg└^ļŖŲ„╬³║ŽŻ¼KAā╔ī”│Żķ_ė|³cĘųäeĮė═©ā╔┼_▓Į▀MļŖÖC“īäėŲ„Ą─╩╣─▄Č╦Ż¼┤╦Ģr▓Į▀MļŖÖC═Żų╣▀\ąąŻ¼Å─Č°ŲĄĮ▒ŻūoįOéõĄ─ū„ė├ĪŻY4Ī¬Y12ų„ꬓīäė3ų╗ųĖ╩Š¤¶┼c4ų╗ļŖ┤┼ķyŠĆ╚”Ż¼žō▌dļŖē║Š∙×ķų▒┴„24 VĪŻ
łD4 ÖCąĄ╩ų┐žųŲŽĄĮyļŖÜŌįŁ└ĒłD(ę╗)
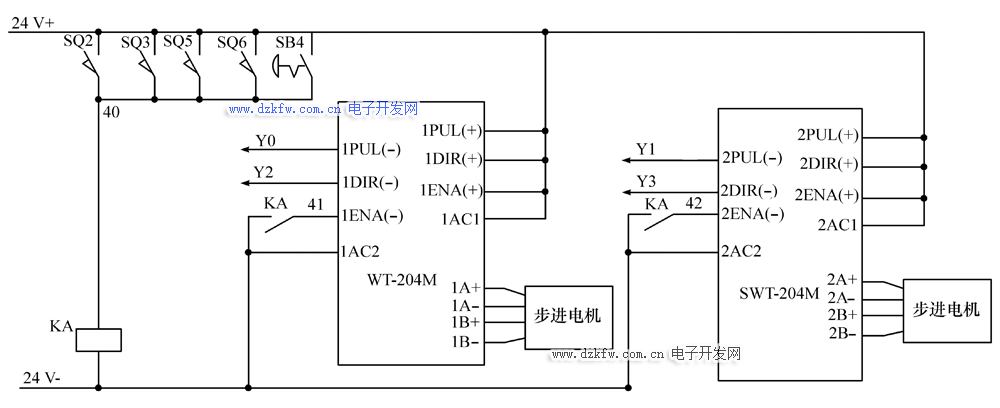
łD5 ÖCąĄ╩ų┐žųŲŽĄĮyļŖÜŌįŁ└ĒłD(Č■)
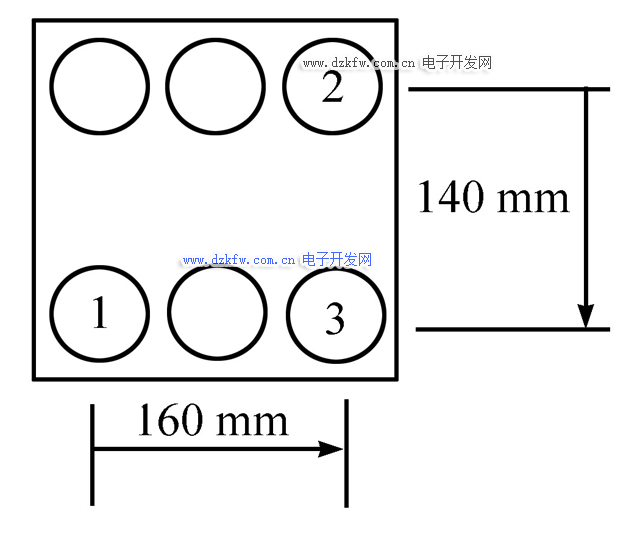
Ė∙ō■ÖCąĄ╩ųūįäė┐žųŲę¬Ū¾įOėŗĄ─ÖCąĄ╩ųūįäė▀\ąą┴„│╠łDęŖłD6ĪŻÖCąĄ╩ųŲ╩╝į┌įŁ³c╬╗ų├Ż¼«ö░┤Ž┬åóäė░┤Ōo║¾Ż¼ÖCąĄ╩ų╩ūŽ╚Ū░▀Mų┴1╠¢╬╗ų├ĪŻį┌X▌SĘĮŽ“Ż¼1╠¢╬╗ų├ŠÓļxįŁ³c×ķ11.9 mm,į┌Y▌SĘĮŽ“Ż¼1╠¢╬╗ų├ŠÓļxįŁ³c×ķ49.4 mmŻ¼ÖCąĄ╩ų▓Į▀MļŖÖCĄ─▓ĮŠÓĮŪ×ķ1.8ĪŃŻ¼į┌¤o╝ÜĘųĄ─Śl╝■Ž┬Ż¼▓Į▀MļŖÖC▐D1╚”ąĶę¬200éĆ├}ø_ĪŻ×ķ┴╦╠ßĖ▀┐žųŲĄ─Š½Č╚Ż¼īó▓Į▀M“īäėŲ„Ą─╝ÜĘųŽĄöĄ▀xō±4,┤╦Ģr▓Į▀MļŖÖC▐D1╚”ąĶę¬800éĆ├}ø_ĪŻė╔ė┌ÖCąĄ╩ųĮzĖ▄Ą─┬▌ŠÓ×ķ5 mmŻ¼ę“┤╦Ż¼į┌X▌SĘĮŽ“░l╦═1 904(11.9Ī┴8Ī┬5)éĆ├}ø_Ż¼į┌Y▌SĘĮŽ“░l╦═7 904(49.4Ī┴800Ī┬5)éĆ├}ø_Ż¼┐╔ĄĮ▀_1╠¢╬╗ų├ĪŻ
łD6 ÖCąĄ╩ųūįäė▀\ąą│╠ą“┴„│╠łD
ÖCąĄ╩ųĄĮ▀_1╠¢╬╗ų├ĢrŻ¼Z▌SÜŌĖūŽ┬ĮĄ╬³╚Ī╣ż╝■║¾╔Ž╔²Ż¼Ū░▀Mų┴2╠¢╬╗ų├ĪŻį┌X▌SĘĮŽ“Ż¼2╠¢╬╗ų├ŠÓļx1╠¢╬╗ų├×ķ160 mmŻ¼į┌Y▌SĘĮŽ“Ż¼2╠¢╬╗ų├ŠÓ1╠¢╬╗ų├×ķ140 mmŻ¼ę“┤╦ąĶę¬░l╦═├}ø_Ęųäe×ķ25 600éĆ║═22 400éĆĪŻ
ÖCąĄ╩ųĄĮ▀_2╠¢╬╗ų├Ż¼▀Mąą╣ż╝■ßīĘ┼Ż¼ßīĘ┼║¾čėĢr2 sŻ¼į┘▀Mąą╣ż╝■╬³╚ĪŻ¼▓óŪ░▀Mų┴3╠¢╬╗ų├ĪŻį┌X▌SĘĮŽ“Ż¼3╠¢╬╗ų├ŠÓ2╠¢╬╗ų├×ķ0 mmŻ¼į┌Y▌SĘĮŽ“Ż¼3╠¢╬╗ų├ŠÓ2╠¢╬╗ų├×ķ160 mmŻ¼ę“┤╦Ż¼X▌S▓╗ąĶ░l├}ø_Ż¼Y▌S░l╦═22 400éĆĪŻĄĮ▀_3╠¢╬╗ų├▀Mąą╣ż╝■ßīĘ┼Ż¼ßīĘ┼║¾čėĢr2 sŻ¼╗žĄĮ1╠¢╬╗ų├Ż¼▀M╚ļŽ┬ę╗éĆų▄Ų┌ĪŻ
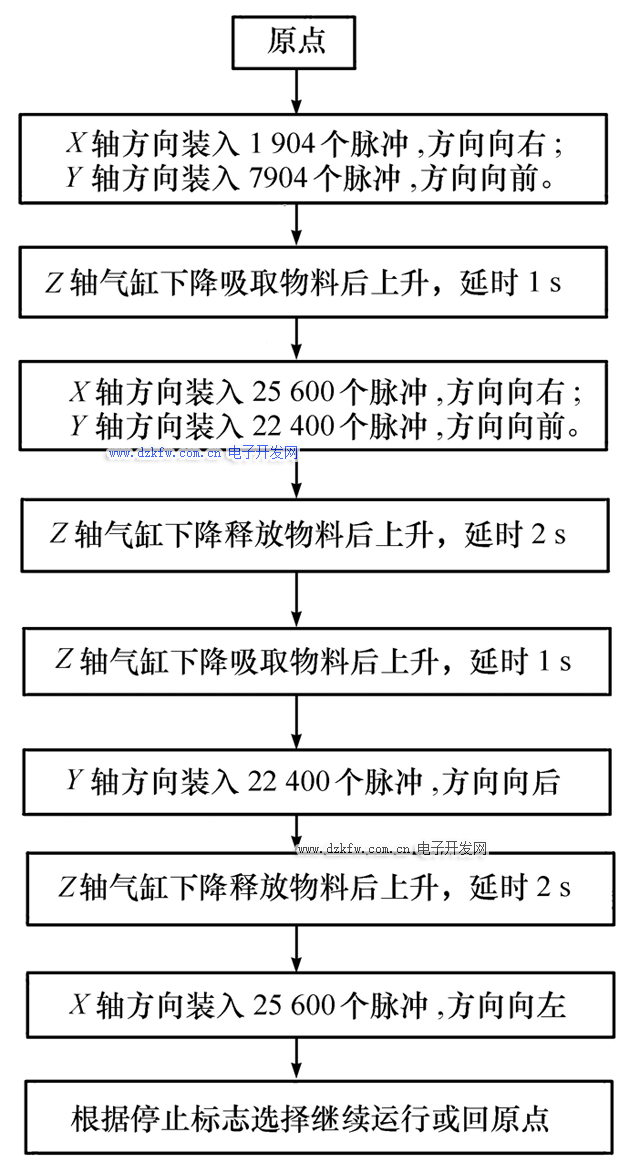
▓╔ė├╚²┴Ōė|├■Ų┴ū„×ķÖCąĄ╩ųĄ─╚╦ÖCĮń├µŻ¼ĘųäeįOėŗÜgėŁų„Įń├µĪó╩ųäė┐žųŲĮń├µĪóūįäė┐žųŲĮń├µĪŻė├GT-desinger▄ø╝■Ą─╣ż│╠Ž“ī¦ę└┤╬═Ļ│╔ė|├■Ų┴Ą─ŽĄĮyįOų├Īó▀BĮėÖCŲ„įOų├Īó«ŗ├µŪąōQį¬╝■Ą─įOų├Ą╚ĪŻÖCąĄ╩ų╩ųäė┐žųŲ«ŗ├µ╚ńłD7╦∙╩ŠŻ¼ÜgėŁų„Įń├µĪóūįäė┐žųŲĮń├µ┼c╩ųäė┐žųŲ«ŗ├µŽÓ╦ŲĪŻ
ÜgėŁų„Įń├µųą╩ųäė┼cūįäė░┤Ōoī┘ė┌ČÓė├äėū„░┤ŌoŻ¼Š▀ėą╬╗ķ_ĻP┼c«ŗ├µŪąōQā╔ĘN╣”─▄ĪŻ╩ųäė┐žųŲĮń├µųąĄ─X▌Sš²▐D³cäėĪóĘ┤▐D³cäėĪó╗žįŁ³cĪó═Żų╣ķ_ĻPĘųäe┼cPLC▌oų·└^ļŖŲ„M0Ī¬M3ī”æ¬Ż╗Y▌Sš²▐D³cäėĪóĘ┤▐D³cäėĪó╗žįŁ³cĪó═Żų╣ķ_ĻPĘųäe┼cPLC▌oų·└^ļŖŲ„M10Ī¬M13ī”æ¬Ż╗ÜŌĖū╔Ž╔²┼cŽ┬ĮĄĪó╬³╚Ī┼cßīĘ┼Ęųäe┼cPLCĄ─▌oų·└^ļŖŲ„M20Ī¬M23ī”æ¬Ż¼ęį╔Žķ_ĻPŠ∙ī┘ė┌╬╗ķ_ĻPĪó³cäėī┘ąįĪŻ
ÜŌĖūäėū„ųĖ╩Š¤¶Ęųäe┼cPLCĄ─īŹļH▌ö│÷Y4Ī¬Y7ī”æ¬Ż¼ī┘ė┌╬╗ĀŅæBųĖ╩Š¤¶ĪŻĘĄ╗žų„Įń├µ░┤Ōoī┘ė┌«ŗ├µŪąōQķ_ĻPĪŻūįäė┐žųŲĮń├µųąåóäėĪó═Żų╣ĪóÅ═╬╗░┤ŌoĘųäe┼cPLCĄ─▌oų·└^ļŖŲ„M32ĪóM41ĪóM40ī”æ¬Ż¼ī┘ė┌╬╗ķ_ĻPĪó³cäėī┘ąįĪŻ

łD7 MCGSÖCąĄ╩ų╩ųäė┐žųŲ«ŗ├µ
▒ŠŽĄĮyæ¬ė├┴╦PLC╝╝ągĪóė|├■Ų┴╝╝ągĪó▓Į▀MļŖÖC┐žųŲ╝╝ągĄ╚Ż¼═©▀^PLCŠÄ│╠Ż¼┐╔īŹ¼F╚╬ę╗╬╗ų├Ą─Š½┤_Č©╬╗╣”─▄ĪŻīŹ█`▒Ē├„Ż¼įōŽĄĮy▓┘ū„ĘĮ▒ŃĪó▀\ąą┐╔┐┐ĪóČ©╬╗Š½┤_Īó╩╣ė├ą¦╣¹┴╝║├ĪŻŲõĘĮĘ©┼c╝╝ąg┐╔öUš╣ĄĮÖCąĄĪóę▒ĮĪó╗»╣żĄ╚ąąśIŻ¼Š▀ėąÅVķ¤Ą─æ¬ė├Ū░Š░ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū