
ę╗Īóč÷║Ė
1.č÷║ĖĘų×ķā╔ĘN
ó┘č÷ī”Įė║ĖŻ¼ę▓Š═╩Ūā╔ēK░Õī”Įė
ó┌č÷║ĖĮėĮėŅ^č÷ĮėŻ¼ę▓Š═╩ŪŠ┼╩«Č╚Ą─č÷ĮŪ║Ė
2.č÷║Ėę“ųž┴”ū„ė├Ž┬┤╣Ż¼╚▄│ž╠žäe▓╗╚▌ęū┐žųŲŻ¼║▄ČÓ╚╦▓╗ō╬╬šųž³cŻ¼įņ│╔ŖAį³Ż¼╬┤║Ė═ĖŻ¼║Ė┴÷║═│╔ą═▓╗├└ė^
3.č÷║Ė║═č÷ĮŪ║Ė▓┘ū„╗∙▒Š╔Žę╗ų┬Ęų×ķų▒ŠĆą╬▀\ŚlĘ©Ż¼ų▒ŠĆ═∙Å═ą╬ĘĮŚlĘ©Ż¼ą▒łAą╬▀\ŚlĘ©Ż¼║ĖŚlū¾ėęĮŪČ╚×ķŠ┼╩«Č╚Ż¼║ĖŚl┼cŖAĮŪ×ķŲ▀╩«ĄĮ░╦╩«Č╚

Č■Īóč÷║ĖĄ─▓┘ū„ųž³c
1.ę║æB(t©żi)Įī┘ę“ūįųžŽ┬ēŗĄ╬┬õŻ¼▓╗ęū┐žųŲ╚█│žą╬ĀŅ║═┤¾ąĪŻ¼Ģ■įņ│╔╬┤║Ė═Ė║═░╝Ž▌Ż¼ę╦▓╔ė├▌^ąĪų▒ÅĮĄ─║ĖŚl║═ąĪ║ĖĮėļŖ┴„▓ó▓╔ė├ūŅČ╠Ą─ļŖ╗Ī║ĖĮė
2.ŪÕį³└¦ļyŻ¼╚▌ęū«a(ch©Żn)╔·īėķgŖAį³
3.▀\Śl└¦ļyŻ¼║Ė┐p═Ōė^▓╗ęūŲĮš¹
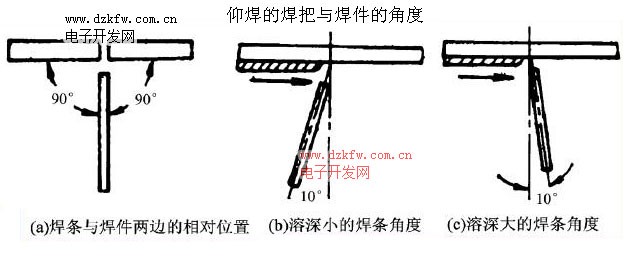
╚²Īóč÷║ĖĄ─▓┘ū„ĘĮ╩Į
1.į┌č÷║ĖĢrŻ¼▒žĒÜūóęŌ▒M┐╔─▄Ą─▓╔ė├ūŅČ╠Ą─╗ĪķL╩®║ĖŻ¼╩╣╚█Ą╬Įī┘į┌║▄Č╠Ą─Ģrķgā╚(n©©i)ė╔║ĖŚl▀^Č╔ĄĮ╚█│žųą╚źŻ¼┤┘╩╣║Ė┐p│╔ą╬Ż¼║ĖŚlĄ─ų▒ÅĮŻ¼║ĖĮėĄ─ļŖ┴„▒╚ŲĮ║ĖąĪę╗³cŻ¼ęį£pąĪ║ĖĮė╚█│žĄ─├µĘeŻ¼╩╣║Ė┐p╚▌ęū│╔ą╬
2.«ö║Ė╝■║±Č╚×ķ4mmĢrŻ¼č÷║Ė┐╔▓╔ė├▓╗ķ_Ų┬┐┌Ą─ī”Įė║ĖŻ¼║ĖŚlų▒ÅĮ×ķ3.2mmŻ¼║ĖŚl┼c║Ė┐pā╔é╚(c©©)│╔Š┼╩«Č╚ŖAĮŪŻ¼┼c║ĖĮėĘĮŽ“▒Ż│ų░╦╩«Č╚ĄĮŠ┼╩«Č╚ŖAĮŪŻ¼į┌╩®║Ė▀^│╠ųąŻ¼║ĖŚl▒Ż│ųĮŪČ╚Š∙ä“Ą─ö[äėĘ©
3.č÷║Ė▀\Śl╩ųĘ©┐╔ė├ų▒ŠĆą╬┼cų▒ŠĆ═∙Å═ą╬Ż¼ų▒ŠĆą╬ė├ė┌║ĖĮėķgŽČąĪĄ─ĮėŅ^Ż¼ų▒ŠĆ═∙Å═ą╬ė├ė┌ķgŽČ┤¾³cĄ─ĮėŅ^Ż¼║ĖĮėļŖ┴„▓╗æ¬╠½ąĪŻ¼Ę±ät╚█╔Ņ▓╗ē“Ż¼▓óŪęļŖ╗Īę▓▓╗ĘĆ(w©¦n)Č©Ż¼▓┘ū„ļyęįšŲ╬šŻ¼║Ė┐p┘|(zh©¼)┴┐ę▓ļyęį▒ŻūC
4.«ö║Ė╝■║±Č╚┤¾ė┌5mmĢrŻ¼ī”Įė║Ė┐pę¬ķ_Ų┬┐┌Ż¼ī”ė┌Ų┬┐┌ī”Įėč÷║Ė┤“Ąūīė║ĖĮėæ¬Ė∙ō■(j©┤)Ų┬┐┌ķgŽČĄ─┤¾ąĪŻ¼øQČ©▀xō±╩╣ė├ų▒ŠĆą╬╗“š▀╩Ū═∙Å═ų▒ŠĆą╬Ą─▀\ŚlĘĮĘ©Ż¼╚╗║¾Ė„īė▓╔ė├õŲXą╬╗“į┬č└ą╬▀\ŚlĘĮĘ©
5.ī”Įėč÷║ĖĢrČÓīėČÓĄ└║Ė║Ė┐pŻ¼▓┘ū„ĢrŻ¼║ĖŚlĄ─ĮŪČ╚æ¬Ė∙ō■(j©┤)├┐ę╗Ą└║Ė┐pĄ─╬╗ų├ū„ŽÓæ¬Ą─š{(di©żo)š¹Ż¼ęį└¹ė┌╚█Ą╬Įī┘Ą─▀^Č╔Ż¼▓ó½@Ą├▌^║├Ą─│╔ą╬
6.Tą╬Įė┐┌Ą─╠ŅĮŪč÷║Ė▒╚ī”ĮėŲ┬┐┌č÷║Ė╚▌ęūšŲ╬šŻ¼«ö║ĖĮŪ│▀┤ńąĪė┌6mmĢrŻ¼▓╔ė├å╬īė║ĖŻ¼ė├ų▒ŠĆą╬╗“š▀╩Ū═∙Å═ų▒ŠĆĄ─▀\ŚlĘĮĘ©
7.«ö║Ė─_┤¾ė┌6mmĢrŻ¼▓╔ė├ČÓīėČÓĄ└║ĖŻ¼Ą┌ę╗īėė├ų▒ŠĆą╬▀\ŚlĘĮĘ©Ż¼╚╗║¾┐╔▓╔ė├ą▒Č■ĮŪą╬╗“ą▒Łh(hu©ón)ą╬Ą─▀\ŚlĘĮĘ©
8.ąĶę¬ūóęŌ║ĖŚlę╗Č©═ąūĪĶF╦«Ż¼▓╗─▄ūīĶF╦«Ž┬┤╣Ż¼ė├Ę┤╩ų═¾Ą─ĘĮ╩Į─├║Ė░čŻ¼▀@śėĘ└ų╣’w×R┬õĄĮ╔Ē¾w╔ŽŻ¼Ę└ų╣ĀCé¹ūį╝║
╦─ĪóéĆ╚╦Į©ūh
1Ė∙ō■(j©┤)č÷║Ė╠ž³cŻ¼æ¬ć└Ė±┐žųŲ║ĖĮėļŖ╗ĪĄ─╗ĪķLŻ¼╩╣Ų┬┐┌ā╔é╚(c©©)Ė∙Č╝─▄║▄║├╚█║ŽŻ¼▓óŪę║Ė▓©║±Č╚▓╗æ¬╠½║±Ż¼Ę└ų╣ę║æB(t©żi)Įī┘▀^ČÓČ°Ž┬ēŗŲ┬
2.Ų┬┐┌ĮŪČ╚▒╚ŲĮ║Ė┬į┤¾Ż¼║ĖĮėŲ┬┐┌Ą┌ę╗īė║ĖŚl┼cŲ┬┐┌ā╔é╚(c©©)Š┼╩«Č╚Ż¼┼c║ĖĮėĘĮŽ“│╔Ų▀╩«ĄĮ░╦╩«Č╚Ż¼ė├ūŅČ╠Ą─ļŖ╗Īū÷Ū░║¾═Ų└ŁĄ─äėū„Ż¼╚█│ž£žČ╚▀^Ė▀Ģr┐╔ęį╩╣£žČ╚ĮĄĄ═Ż¼║ĖĮėŲõėÓĖ„īėĢr║ĖŚlÖMö[▓óį┌ā╔é╚(c©©)ū÷ĘĆ(w©¦n)╗Īäėū„
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū