
č÷║ĖĘų×ķā╔ĘNŻ¼ę╗ĘN╩Ūč÷ī”Įė║ĖŻ¼Š═╩Ūā╔ēK░Õī”ĮėĪŻČ■╩Ūč÷ĮėĮėŅ^č÷ĮėŻ¼ę▓Š═╩Ū90Č╚Ą─č÷ĮŪ║ĖĪŻč÷║Ėę“×ķųž┴”ū„ė├Ž┬┤╣Ż¼╚▄│ž╠žäe▓╗╚▌ęū┐žųŲŻ¼║▄ČÓ╚╦ę“×ķ▓╗╩ņŠÜŻ¼įņ│╔┴╦ŖAį³Ż¼╬┤║Ė═ĖŻ¼║Ė┴÷║═│╔ą═▓╗├└ė^ĪŻ
č÷║Ė║═č÷ĮŪ║Ė▓┘ū„╩ųĘ©╗∙▒Šę╗ų┬Ż¼Ęų×ķ1Īóų▒ŠĆą╬Ż╗2Īóų▒ŠĆ═∙Å═ą╬Ż╗3Īóą▒łAą╬Ż╗║ĖŚlū¾ėęĮŪČ╚90Č╚Ż¼║ĖŚl┼cõō░ÕŖAĮŪ×ķ70-80Č╚ĪŻ
ęį8║┴├ūõō░Õ×ķ└²Ż¼3.2Ą─║ĖŚlŻ¼ļŖ┴„▓╔ė├110-115Ż¼¤ošō╩Ū──ę╗ĘN▀\ŚlĘĮĘ©Ż¼├┐ę╗┤╬Ž“╚▄│ž▀^Č╚Ą─║Ė┐pĮī┘Č╝▓╗─▄▀^ČÓŻ¼Ę±ätŠ═╚▌ęū│÷¼F║Ė┴÷Ż¼╗“š▀░čõō░Õ║Ė═ĖŻĪ

č÷║ĖĄ─▓┘ū„ę¬³c
1Īóę║æBĮī┘ę“ūįųžŽ┬ēŗĄ╬┬õŻ¼▓╗ęū┐žųŲ╚█│žą╬ĀŅ║═┤¾ąĪŻ¼Ģ■įņ│╔╬┤║Ė═Ė║═░╝Ž▌Ż¼ę╦▓╔ė├▌^ąĪų▒ÅĮĄ─║ĖŚl║═ąĪ║ĖĮėļŖ┴„▓ó▓╔ė├ūŅČ╠Ą─ļŖ╗Ī║ĖĮėĪŻ
2ĪóŪÕį³└¦ļyŻ¼ęū«a╔·īėķgŖAį³ĪŻ
3Īó▀\Śl└¦ļyŻ¼║Ė┐p═Ōė^▓╗ęūŲĮš¹ĪŻ
Ė∙ō■č÷║Ė╠ž³cŻ¼æ¬ć└Ė±┐žųŲ║ĖĮėļŖ╗ĪĄ─╗ĪķLŻ¼╩╣Ų┬┐┌ā╔é╚Ė∙Č╝─▄║▄║├╚█║ŽŻ¼▓óŪę║Ė▓©║±Č╚▓╗æ¬╠½║±Ż¼ęįĘ└ų╣ę║æBĮī┘▀^ČÓČ°Ž┬ēŗĪŻŲ┬┐┌ĮŪČ╚▒╚ŲĮ║Ė┬į┤¾Ż¼║ĖĮėŲ┬┐┌Ą┌ę╗īėĄ─║ĖŚl┼cŲ┬┐┌ā╔é╚90ĪŃŻ¼┼c║ĖĮėĘĮŽ“│╔70ĪŃ~80ĪŃŻ¼ė├ūŅČ╠Ą─ļŖ╗Īū÷Ū░║¾═Ų└ŁĄ─äėū„Ż¼ ╚█│ž£žČ╚▀^Ė▀Ģr┐╔ęį╩╣£žČ╚ĮĄĄ═ĪŻ║ĖĮėŲõėÓĖ„īėĢr║ĖŚlÖMö[▓óį┌ā╔é╚ū÷ĘĆ╗Īäėū„ĪŻ
č÷║ĖĄ─▓┘ū„╣ż╦ć
Ż©1Ż®į┌č÷║ĖĢrŻ¼▒žĒÜūóęŌ▒M┐╔─▄Ąž▓╔ė├ūŅČ╠Ą─╗ĪķL╩®║ĖŻ¼╩╣╚█Ą╬Įī┘į┌║▄Č╠Ą─Ģrķgā╚ė╔║ĖŚl▀^Č╔ĄĮ╚█│žųą╚źŻ¼┤┘╩╣║Ė┐p│╔ą╬ĪŻ║ĖŚlų▒ÅĮ║═║ĖĮėļŖ┴„æ¬▒╚ŲĮ║ĖĢrąĪŻ¼ęį£pąĪ║ĖĮė╚█│žĄ─├µĘeŻ¼╩╣║Ė┐p╚▌ęū│╔ą╬ĪŻ
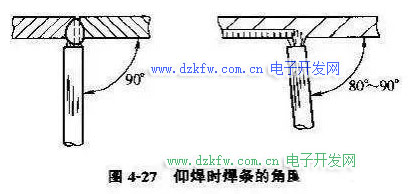
Ż©2Ż®«ö║Ė╝■Ą─║±Č╚×ķ4mmū¾ėęĢrŻ¼č÷║Ė┐╔▓╔ė├▓╗ķ_Ų┬┐┌Ą─ī”Įė║ĖŻ¼║ĖŚlų▒ÅĮ×ķ3.2mmŻ¼║ĖŚl┼c║Ė┐pā╔é╚│╔90ĪŃŖAĮŪŻ¼┼c║ĖĮėĘĮŽ“▒Ż│ų80ĪŃ-90ĪŃĄ─ŖAĮŪŻ¼╚ńłD4-27╦∙╩ŠĪŻį┌š¹éĆ╩®║Ė▀^│╠ųąŻ¼║ĖŚlę¬▒Ż│ųį┌╔Ž╩÷ĮŪČ╚Š∙ä“Ąž▀\ŚlĪŻ
Ż©3Ż®č÷║ĖĄ─▀\Śl╩ųĘ©┐╔▓╔ė├ų▒ŠĆą╬║═ų▒ŠĆ═∙Å═ą╬ĪŻų▒ŠĆą╬ė├ė┌║ĖĮėķgŽČąĪĄ─ĮėŅ^Ż¼ų▒ŠĆ═∙Å═ą╬ė├ė┌ķgŽČ╔į┤¾Ą─ĮėŅ^ĪŻ║ĖĮėļŖ┴„▓╗æ¬▀^ąĪŻ¼Ę±ätĄ├▓╗ĄĮūŃē“Ą─╚█╔ŅŻ¼Č°ŪęļŖ╗Īę▓▓╗ĘĆČ©Ż¼╩╣▓┘ū„ļyęįšŲ╬šŻ¼Č°Ūę║Ė┐p┘|┴┐ę▓ļyęį▒ŻūCĪŻ
Ż©4Ż®«ö║Ė╝■║±Č╚┤¾ė┌5mmĢrŻ¼ī”Įėč÷║ĖŠ∙ķ_Ų┬┐┌ĪŻī”ė┌ķ_Ų┬┐┌Ą─ī”Įėč÷║Ė┤“Ąūīė║ĖĮėĄ─▀\ŚlĘĮĘ©Ż¼æ¬Ė∙ō■Ų┬┐┌ķgŽČĄ─┤¾ąĪŻ¼øQČ©▀xė├ų▒ŠĆą╬╗“═∙Å═ų▒ŠĆą╬Ą─▀\ŚlĘĮĘ©ĪŻŲõ║¾Ė„īėŠ∙ę╦ė├õŲXą╬╗“į┬č└ą╬▀\ŚlĘĮĘ©ĪŻ╚ńłD4-28╦∙╩ŠĪŻį┌▀Mąąč÷║ĖĢrŻ¼¤ošō▓╔ė├──ĘN▀\Śl╩ųĘ©Ż¼Š∙æ¬ą╬│╔▌^▒ĪĄ─║ĖĄ└ĪŻ║Ė┐p▒Ē├µę¬ŲĮų▒Ż¼▓╗į╩įS│÷¼F═╣ą╬ĪŻ

Ż©5Ż®łD4-29×ķī”Įėč÷║ĖĢrČÓīėČÓĄ└║Ė║Ė┐pĄ─┼┼┴ąĒśą“ĪŻ▓┘ū„ĢrŻ¼║ĖŚlĄ─ĮŪČ╚æ¬Ė∙ō■├┐ę╗Ą└║Ė┐pĄ─╬╗ų├ū„ŽÓæ¬Ą─š{š¹Ż¼ęį└¹ė┌╚█Ą╬Įī┘Ą─▀^Č╔Ż¼▓ó─▄½@Ą├▌^║├Ą─║Ė┐p│╔ą╬ĪŻ

Ż©6Ż®Tą╬Įė┐┌Ą─╠ŅĮŪč÷║Ė▒╚ī”ĮėŲ┬┐┌č÷║Ė▌^ęūšŲ╬šĪŻ«ö║Ė─_│▀┤ńąĪė┌6mmĢrŻ¼▓╔ė├å╬īė║ĖŻ¼ė├ų▒ŠĆą╬╗“═∙Å═ų▒ŠĆą╬Ą─▀\ŚlĘĮĘ©Ż¼«ö║Ė─_│▀┤ń┤¾ė┌6mmĢrŻ¼▓╔ė├ČÓīėČÓĄ└║ĖŻ¼Ą┌ę╗īėė├ų▒ŠĆą╬▀\ŚlĘĮĘ©Ż¼Ųõ║¾Ė„īė┐╔▀xė├ą▒Č■ĮŪą╬╗“ą▒Łhą╬Ą─▀\ŚlĘĮĘ©ĪŻ
Tą╬ĮėŅ^╠ŅĮŪč÷║ĖĄ─▀\ŚlĘĮĘ©╚ńłD4-30╦∙╩ŠĪŻ╚ń╣¹╠ŅĮŪč÷║Ė▓┘ū„╝╝ąg╩ņŠÜŻ¼┐╔╩╣ė├▌^┤¾ų▒ÅĮĄ─║ĖŚl║═╔į┤¾Ą─║ĖĮėļŖ┴„Ż¼ęį╠ßĖ▀╣żū„ą¦┬╩ĪŻ

Ż©7Ż®▀ĆėąūŅųžę¬Ą─ę╗³cŻ¼Š═╩Ū║ĖŚlę╗Č©ę¬═ąūĪĶF╦«Ż¼▓╗─▄ūīĶF╦«Ž┬┤╣Ż¼ė├Ę┤╩ų═¾Ą─ĘĮ╩Į─├ų°║Ė░čŻ¼▀@śėĄ¶┬õĄ─’w×R▓╗╚▌ęū┬õĄĮ╔Ē¾w╔ŽŻ¼Ę└ų╣ĀCé¹ĪŁ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū