
čb┼õ┴„╦«ŠĆ╩ŪČÓĘNŲ¾śI▀Mąą«aŲĘčb┼õĄ─ų„ę¬įOéõŻ¼«öŪ░Ų¾śIé„Įyčb┼õŠĆ╔Ž┤µį┌Ą─ų„ę¬å¢Ņ}į┌ė┌čb┼õŠĆ▓╗ŲĮ║ŌĪóą¦┬╩Ą═Īó¼Fł÷╣▄└Ē╗ņüyĄ╚ĪŻļSų°ūįäė╗»╦«ŲĮĄ─╠ßĖ▀Ż¼ęįPLC×ķ┐žųŲ║╦ą─Ą─ūįäėčb┼õ┴„╦«ŠĆųØu┤·╠µ┴╦é„ĮyĄ─é„╦═ĦĪŻ╝»╠ß╚ĪĪóčb┼õĪó▌ö╦═Ą╚╣”─▄ė┌ę╗¾wĄ─ūįäėčb┼õ┴„╦«ŠĆŻ¼│╔×ķ╔·«aūįäė╗»ųą▓╗┐╔╗“╚▒Ą─Łh╣ØŻ¼į┌Ų¾śI╔·«aųąĄ├ĄĮ┴╦įĮüĒįĮÅVĘ║Ą─æ¬ė├ĪŻė├PLC┐žųŲčb┼õ┴„╦«ŠĆŠ▀ėą│╠ą“įOėŗ║åå╬Īóęūė┌▓┘ū„║═└ĒĮŌŻ¼─▄ē“īŹ¼FČÓĘN╣”─▄Ą╚ā׳cĪŻ
į┌PLC┐žųŲŽ┬Ż¼┴„╦«ŠĆ╔ŽĄ─├┐ę╗éĆ╣ż▓ĮŻ¼Č©╬╗Ė³Š½┤_Ż¼╔·«aą¦┬╩Ė▀Ż¼╚╦┴”═Č╚ļ╔┘Ż¼▀\ąą│╔▒ŠĄ═ĪŻ╦³é„╦═ŠÓļxķLŻ¼▀\▌ö─▄┴”ÅŖŻ¼─▄═¼▓Į═Ļ│╔ČÓ╣ż▓Įūįäėčb┼õ▓┘ū„ĪŻ▒ŠīŹ└²īóŠ═╬„ķTūėS7-200PLCį┌čb┼õ┴„╦«ŠĆųąĄ─æ¬ė├▀Mąąįö╝ÜĮķĮBŻ¼ŽŻ═¹═©▀^▒ŠīŹ└²Ą─įöĮŌŻ¼ūxš▀─▄šŲ╬šįOėŗŅÉ╦ŲĘNŅÉĄ─čb┼õ┴„╦«ŠĆĄ─┐žųŲ╦╝ŽļĪŻ
ę╗Īóčb┼õ┴„╦«ŠĆ╣ż╦ćĖ┼╩÷
▒ŠīŹ└²ų„ę¬ĮķĮBPLCį┌čb┼õ┴„╦«ŠĆé„╦═Ħ┐žųŲųąĄ─īŹļHæ¬ė├Ż¼įōčb┼õ┴„╦«ŠĆĄ─┐žųŲ╣ż╦ćłD╚ńłD8-16╦∙╩ŠĪŻé„╦═Ħ╣▓ėą16éĆé„╦═ś╦ųŠŻ¼╣ż╝■Å─1╠¢ś╦ųŠčb╚ļŻ¼Å─ū¾ų┴ėęę└┤╬Įø▀^2╠¢ś╦ųŠĪó3╠¢ś╦ųŠĄĮ▀_16╠¢ś╦ųŠĪŻį┌é„╦═▀^│╠ųąŻ¼╣▓ėą4éĆé„╦═╦┘Č╚’@╩Ščbų├Ż¼Ęųäe×ķDĪóEĪóFĪóG¤¶Ż¼įOČ©×ķ1sėąą“裣h’@╩ŠĪŻ╣▓ėą4éĆ╣żū„ŹÅ╬╗Ż¼Ųõųą3éĆčb┼õŹÅ╬╗Ż¼╣ż╝■Ęųäeį┌A╬╗ų├▓┘ū„(A¤¶┴┴)5sŻ¼╚╗║¾į┌B╬╗ų├▓┘ū„(B¤¶┴┴)5sŻ¼Įėų°į┌C╬╗ų├▓┘ū„(C¤¶┴┴)5sŻ¼3éĆŹÅ╬╗═Ļ│╔3ĘNčb┼õ▓┘ū„ĪŻ┤╦═ŌŻ¼įōé„╦═ŽĄĮy▀Ćėą1éĆ╚╦ÄņŹÅ╬╗HŻ¼čb┼õ═ĻĄ─╣ż╝■ĮøūŅ║¾ę╗éĆ╚ļÄņŹÅ╬╗HŻ©H¤¶┴┴Ż®▓┘ū„5s║¾Ż¼▀Mąą░³čb╚ļÄņĪŻ╦┘Č╚’@╩ŠųĖ╩Š¤¶DĪóEĪóFĪóGĖ„’@╩ŠIsŻ¼čŁŁh’@╩Š╦┘Č╚ųĖ╩Š¤¶╣▓┴┴4sŻ¼20s╣żū„ĢrķgŻ¼ę╗éĆ╣żū„ų▄Ų┌╣▓ąĶ24sŻ¼┐╔═Żų╣Å═╬╗ĪŻ

łD8-16 čb┼õ┴„╦«ŠĆ┐žųŲ╣ż╦ćłD
Č■Īóčb┼õ┴„╦«ŠĆ┐žųŲŽĄĮyė▓╝■įOėŗ
1Ż«▌ö╚ļ/▌ö│÷ą┼╠¢Ęų╬÷
▌ö╚ļą┼╠¢Ż║Ė∙ō■Ū░╩÷ī”čb┼õ┴„╦«ŠĆ┐žųŲ╣ż╦ćĄ─Ęų╬÷Ż¼┐╔ų¬įō┴„╦«ŠĆąĶę¬ę╗éĆåóäėŽĄĮy╣żū„Ą─░┤ŌoŻ¼ę╗éĆ┐žųŲŽĄĮy╣żū„Ą─░┤ŌoŻ¼ęį╝░ę╗éĆÅ═╬╗░┤ŌoŻ¼ę“┤╦Ż¼ąĶę¬╩╣ė├3éĆ▌ö╚ļČ╦ūėĪŻ
▌ö│÷ą┼╠¢Ż║AĪóBĪóC║═H▓┘ū„╬╗ų├Ė„ąĶę╗éĆ▓┘ū„ųĖ╩Š¤¶Ż¼ąĶ4éĆ▌ö│÷Č╦ūėŻ╗DĪóEĪóF║═G¤¶╠ÄąĶę¬╩╣ė├4éĆ╦┘Č╚’@╩Š¤¶Ż¼ąĶ4éĆ▌ö│÷Č╦ūėŻ¼╦∙ęį╣▓ąĶę¬8éĆ▌ö│÷Č╦ūėĪŻ
2Ż«PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē
Ė∙ō■╔Ž╩÷ī”įōčb┼õ┴„╦«ŠĆ▌ö╚ļ/▌ö│÷ą┼╠¢Ą─Ęų╬÷ŪķørŻ¼┐╔ŠÄųŲ╚ń▒Ē8-3╦∙╩ŠĄ─PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒĪŻ
▒Ē8-3 PLCĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē
|
ą“╠¢ |
ĄžųĘ |
├¹ĘQ |
╣”─▄šf├„ |
|
3┬ĘöĄūų▌ö╚ļą┼╠¢ | |||
|
1 |
I0.0 |
░┤Ōo |
åóäėŽĄĮy▀\ąą |
|
2 |
I0.1 |
░┤Ōo |
┐žųŲŽĄĮy╣żū„ |
|
3 |
I0.2 |
░┤Ōo |
ŽĄĮyÅ═╬╗ |
|
8┬ĘöĄūų▌ö│÷ą┼╠¢ | |||
|
1 |
Q0.0 |
A¤¶ |
×ķ1ĢrŻ¼▓┘ū„ųĖ╩Š¤¶A┴┴5sŻ¼ł╠ąąA▓┘ū„ |
|
2 |
Q0.1 |
B¤¶ |
×ķ1ĢrŻ¼▓┘ū„ųĖ╩Š¤¶B┴┴5sŻ¼ł╠ąąB▓┘ū„ |
|
3 |
Q0.2 |
C¤¶ |
×ķlĢrŻ¼▓┘ū„ųĖ╩Š¤¶C┴┴5sŻ¼ł╠ąąC▓┘ū„ |
|
4 |
Q0.3 |
D¤¶ |
×ķ1ĢrŻ¼╦┘Č╚’@╩Š¤¶D┴┴1s |
|
5 |
Q0.4 |
E¤¶ |
×ķ1ĢrŻ¼╦┘Č╚’@╩Š¤¶E┴┴1s |
|
6 |
Q0.5 |
F¤¶ |
×ķ1ĢrŻ¼╦┘Č╚’@╩Š¤¶F┴┴1s |
|
7 |
Q0.6 |
G¤¶ |
×ķ1ĢrŻ¼╦┘Č╚’@╩Š¤¶G┴┴1s |
|
8 |
Q0.7 |
H¤¶ |
×ķ1ĢrŻ¼▓┘ū„ųĖ╩Š¤¶H┴┴5sŻ¼ł╠ąąH▓┘ū„ |
3Ż«PLC▀xą═
Ė∙ō■╔Ž╩÷Ą─▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒŻ¼▒ŠīŹ└²ųąPLC▀xė├╬„ķTūė╣½╦ŠĄ─S7-200ŽĄ┴ąąĪą═PLC CPU222ĪŻ
4Ż«čb┼õ┴„╦«ŠĆPLCĮėŠĆłD
Ė∙ō■▒Ē8-3╦∙╩ŠĄ─PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒŻ¼┐╔įOėŗ╚ńłD8-17╦∙╩ŠĄ─PLCė▓╝■ĮėŠĆłDĪŻ

łD8-17 čb┼õ┴„╦«ŠĆPLCĮėŠĆłD
╚²Īó│╠ą“įOėŗ
×ķ╩╣ūxš▀ī”įōčb┼õ┴„╦«ŠĆĄ─PLC┐žųŲĘĮĘ©ėąę╗éĆš¹¾wĄ─┴╦ĮŌŻ¼▒Š▓┐Ęųęįę╗éĆ═Ļš¹Ą─▓┘ū„┴„│╠üĒĮķĮBPLCį┌čb┼õ┴„╦«ŠĆ┐žųŲŽĄĮyųąĄ─æ¬ė├ĪŻįō▓┘ū„ī”æ¬Ą─┴„│╠łD╚ńłD8-18╦∙╩ŠŻ¼ī”æ¬Ą─▀^│╠╚ńŽ┬╦∙╩÷Ż║

łD8-18 čb┼õ┴„╦«ŠĆ┐žųŲĮėŠĆłD
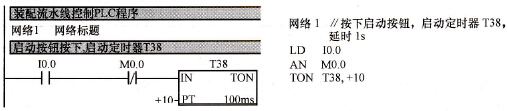
(1)åóäėŽĄĮyŻ║åóäėįōčb┼õ┴„╦«ŠĆŽĄĮyŻ¼«a╔·ų▄Ų┌IsĄ─├}ø_Ż¼╩╣M0.0×ķ1ĪŻ
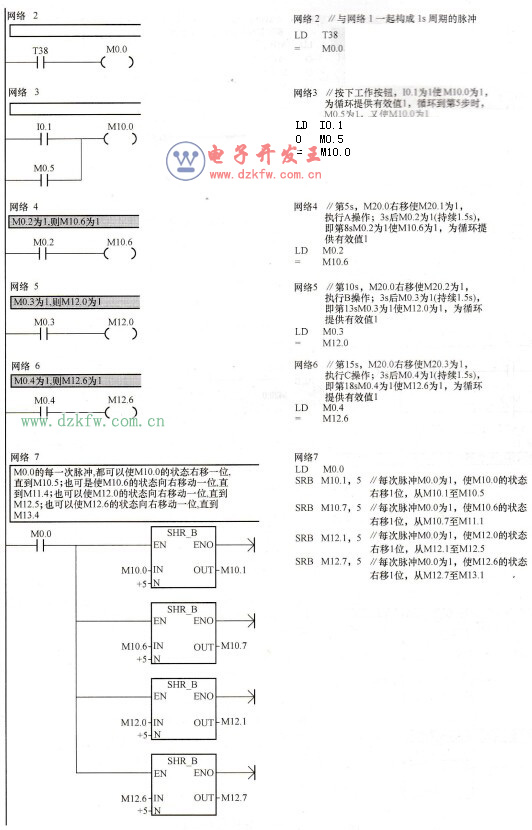
(2)ķ_╩╝╣żū„Ż║├┐5s╩╣M10.0×ķ1Ż¼├┐├ļM10.0ėęęŲę╗╬╗Ż¼Å─M10.1ę└┤╬ęŲų┴M10.5Ż╗DĪóEĪóFĪóG¤¶Ēśą“Ė„┴┴1sŻ¼M10.0×ķ1╩╣M1.1×ķ1ĪóM20.0×ķ1ĪŻ
(3)╣żū„║¾Ą┌5s M10.5×ķ1╩╣M1.0×ķ1Ż¼├┐5s M20.OėęęŲę╗╬╗Ż¼Å─M20.1ę└┤╬ęŲų┴M20.4ĪŻ
(4)╣żū„║¾Ą┌5sł╠ąąA▓┘ū„Ż¼╝┤Ą┌5sŻ¼M20.0ėęęŲ╩╣M20.1×ķ1Ż¼▀MąąA▓┘ū„Ż╗3s║¾M0.2×ķ1Ż©│ų└m1.5sŻ®Ż¼╝┤Ą┌8s M0.2×ķ1╩╣M10.6×ķ1Ż¼čŁŁhėęęŲŻ¼├┐├ļM10.6ėęęŲę╗╬╗Ż¼Å─M10.7ę└┤╬ęŲų┴M11.1Ż¼╩╣DĪóEĪóFĪóG¤¶Ēśą“┴┴ĪŻ
(5)╣żū„║¾Ą┌10sł╠ąąB▓┘ū„Ż¼╝┤Ą┌10sŻ¼M20.0ėęęŲ╩╣M20.2×ķ1Ż¼▀MąąB▓┘ū„Ż╗3s║¾M0.3×ķ1Ż©│ų└m1.5sŻ®Ż¼╝┤Ą┌13s M0.3×ķ1╩╣M12.0×ķ1Ż¼čŁŁhėęęŲŻ¼├┐├ļM12.0ėęęŲę╗╬╗Ż¼Å─M12.1ę└┤╬ęŲų┴M12.5Ż¼╩╣DĪóEĪóFĪóG¤¶Ēśą“┴┴ĪŻ
(6)╣żū„║¾Ą┌15sł╠ąąC▓┘ū„Ż¼╝┤Ą┌15sŻ¼M20.0ėęęŲ╩╣M20.3×ķ1Ż¼▀MąąC▓┘ū„Ż╗3s║¾M0.4×ķ1Ż©│ų└m1.5sŻ®Ż¼╝┤Ą┌18s M0.4×ķ1╩╣M12.6×ķ1Ż¼čŁŁhėęęŲŻ¼├┐├ļM12.6ėęęŲę╗╬╗Ż¼Å─M12.7ę└┤╬ęŲų┴M13.1Ż¼╩╣DĪóEĪóFĪóG¤¶Ēśą“┴┴ĪŻ
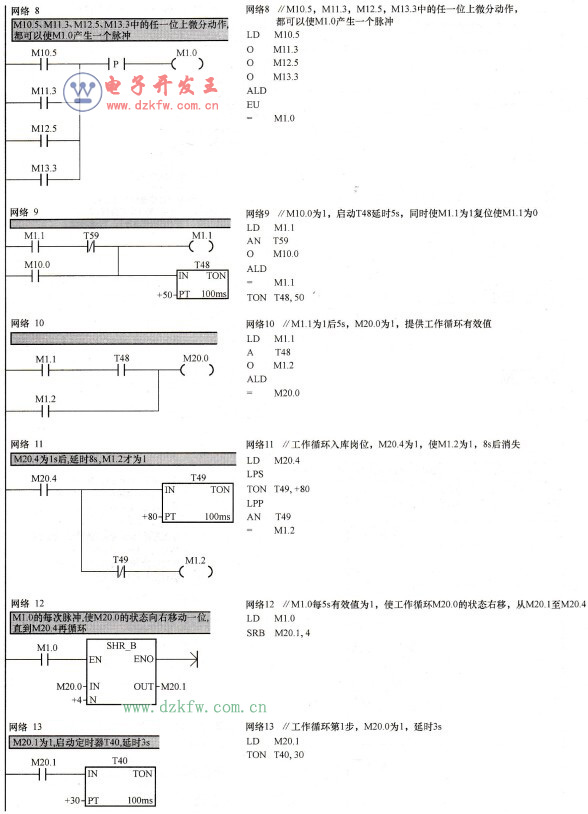
(7)╣żū„║¾Ą┌20sł╠ąąH▓┘ū„Ż¼╝┤Ą┌20sŻ¼M20.0ėęęŲ╩╣M20.4×ķ1Ż¼▀MąąH▓┘ū„Ż╗3s║¾M0.5×ķ1Ż©│ų└m1.5sŻ®Ż¼╝┤Ą┌23s M0.5×ķ1Ż¼╩╣M10.0×ķ1Ż¼čŁŁhėęęŲŻ¼├┐├ļM10.0ėęęŲę╗╬╗Ż¼Å─M10.1ę└┤╬ęŲų┴M10.5Ż¼╩╣DĪóEĪóFĪóG¤¶Ēśą“┴┴Ż¼M20.4×ķ1╩╣M1.2×ķ1Ż¼M20.0×ķ1Ż¼×ķŽ┬ę╗▌å裣h╠ß╣®ėąą¦ųĄŻ¼8s║¾M1.2Ž¹╩¦ĪŻ
(8)╣żū„║¾Ą┌25sį┘┤╬ł╠ąąA▓┘ū„Ż¼ķ_╩╝裣h▓┘ū„ĪŻ
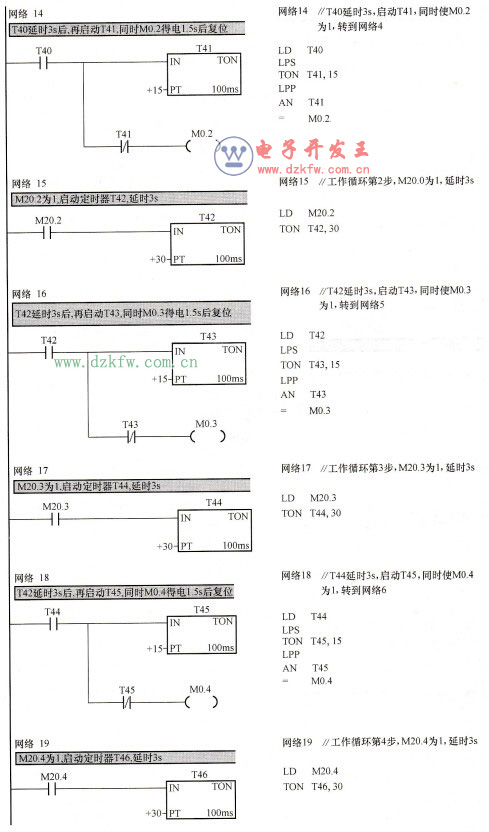
╔Ž╩÷čb┼õ┴„╦«▀^│╠Ą─PLC┐žųŲ│╠ą“╚ńłD8-19╦∙╩ŠĪŻ

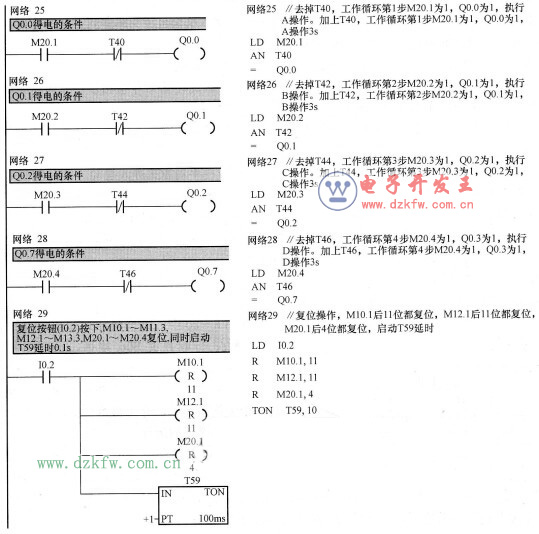
łD8-19 čb┼õ┴„╦«ŠĆ╠▌ą╬łD
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū