
ę╗ĪóÖCąĄ╩ų╝░Ųõ┐žųŲę¬Ū¾
╚ńłD6-19╦∙╩Š╩Ūę╗┼_╣ż╝■é„╦═Ą─ŲäėÖCąĄ╩ųĄ─äėū„╩ŠęŌłDŻ¼Ųõū„ė├╩Ūīó╣ż╝■Å─A³cé„▀fĄĮB³cĪŻŲäėÖCąĄ╩ųĄ─╔²ĮĄ║═ū¾ėęęŲäėĘųäeė╔ā╔éĆŠ▀ėąļpŠĆ╚”Ą─ā╔╬╗ļŖ┤┼ķy“īäėÜŌĖūüĒ═Ļ│╔Ż¼Ųõųą╔Ž╔²┼cŽ┬ĮĄī”æ¬ļŖ┤┼ķyĄ─ŠĆ╚”Ęųäe×ķYV1┼cYV2Ż¼ū¾ąąĪóėęąąī”æ¬ļŖ┤┼ķyĄ─ŠĆ╚”Ęųäe×ķYV3┼cYV4ĪŻę╗Ą®ļŖ┤┼ķyŠĆ╚”═©ļŖŻ¼Š═ę╗ų▒▒Ż│ų¼FėąĄ─äėū„Ż¼ų▒ĄĮŽÓī”Ą─┴Ēę╗ŠĆ╚”═©ļŖ×ķų╣ĪŻÜŌäėÖCąĄ╩ųĄ─ŖAŠoĪó╦╔ķ_Ą─äėū„ė╔ų╗ėąę╗éĆŠĆ╚”Ą─ā╔╬╗ļŖ┤┼ķy“īäėĄ─ÜŌĖū═Ļ│╔Ż¼ŠĆ╚”(YV5)öÓļŖŖAūĪ╣ż╝■Ż¼ŠĆ╚”(YV5)═©ļŖŻ¼╦╔ķ_╣ż╝■Ż¼ęįĘ└ų╣═ŻļŖĢrĄ─╣ż╝■Ą°┬õĪŻÖCąĄ╩ųĄ─╣żū„▒█Č╝įOėą╔ŽĪóŽ┬Ž▐╬╗║═ū¾ĪóėęŽ▐╬╗Ą─╬╗ų├ķ_ĻPSQ1ĪóSQ2║═SQ3ĪóSQ4Ż¼ŖA│ųčbų├▓╗ĦŽ▐╬╗ķ_ĻPŻ¼╦³╩Ū═©▀^ę╗Č©Ą─čėĢrüĒ▒Ē╩ŠŲõŖA│ųäėū„Ą─═Ļ│╔ĪŻÖCąĄ╩ųį┌ūŅ╔Ž├µĪóūŅū¾▀ģŪę│²╦╔ķ_Ą─ļŖ┤┼ŠĆ╚”(YV5)═©ļŖ═ŌŲõ╦¹ŠĆ╚”╚½▓┐öÓļŖĄ─ĀŅæB×ķÖCąĄ╩ųĄ─įŁ╬╗ĪŻ
ÖCąĄ╩ųĄ─▓┘ū„├µ░ÕĘų▓╝Ūķør╚ńłD6-20╦∙╩ŠŻ¼ÖCąĄ╩ųŠ▀ėą╩ųäėĪóå╬▓ĮĪóå╬ų▄Ų┌Īó▀B└m║═╗žįŁ╬╗5ĘN╣żū„ĘĮ╩ĮŻ¼ė├ķ_ĻPSA▀Mąą▀xō±ĪŻ╩ųäė╣żū„ĘĮ╩ĮĢrŻ¼ė├Ė„▓┘ū„░┤Ōo(SB5ĪóSB6ĪóSB7ĪóSB8ĪóSB9ĪóSB10ĪóSB11)üĒ³cäėł╠ąąŽÓæ¬Ą─Ė„äėū„Ż╗å╬▓Į╣żū„ĘĮ╩ĮĢrŻ¼├┐░┤ę╗┤╬Ųäė░┤Ōo(SB3)Ż¼Ž“Ū░ł╠ąąę╗▓Įäėū„Ż╗å╬ų▄Ų┌╣żū„ĘĮ╩ĮĢrŻ¼ÖCąĄ╩ųį┌įŁ╬╗Ż¼░┤Ž┬Ųäė░┤ŌoSB3Ż¼ūįäėĄžł╠ąąę╗éĆ╣żū„ų▄Ų┌Ą─äėū„Ż¼ūŅ║¾ĘĄ╗žįŁ╬╗Ż©╚ń╣¹į┌äėū„▀^│╠ųą░┤Ž┬═Żų╣░┤ŌoSB4Ż¼ÖCąĄ╩ų═Żį┌įō╣żą“╔ŽŻ¼į┘░┤Ž┬Ųäė░┤ŌoSB3Ż¼ätėųÅ─įō╣żą“└^└m╣żū„Ż¼ūŅ║¾═Żį┌įŁ╬╗Ż®Ż╗▀B└m╣żū„ĘĮ╩ĮĢrŻ¼ÖCąĄ╩ųį┌įŁ╬╗Ż¼░┤Ž┬Ųäė░┤Ōo( SB3)Ż¼ÖCąĄ╩ųŠ═▀B└mųžÅ═▀Mąą╣żū„Ż©╚ń╣¹░┤Ž┬═Żų╣░┤ŌoSB4Ż¼ÖCąĄ╩ų▀\ąąĄĮįŁ╬╗║¾═Żų╣Ż®Ż╗ĘĄ╗žįŁ╬╗╣żū„ĘĮ╩ĮĢrŻ¼░┤Ž┬Ī░╗žįŁ╬╗Ī▒░┤ŌoSB11Ż¼ÖCąĄ╩ųūįäė╗žĄĮįŁ╬╗ĀŅæBĪŻ
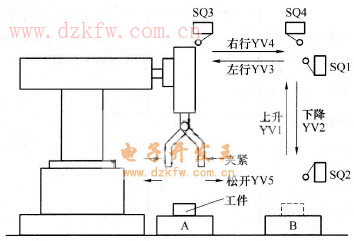
łD6-19 ÖCąĄ╩ų╩ŠęŌłD
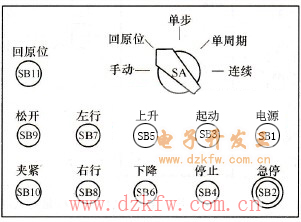
łD6-20 ÖCąĄ╩ų▓┘ū„├µ░Õ╩ŠęŌłD
Č■ĪóPLCĄ─I/OĘų┼õ
╚ńłD6-21╦∙╩Š×ķPLCĄ─I/OĮėŠĆłDŻ¼▀xė├╚²┴Ōplc FX2N-48MRĄ─PLCŻ¼ŽĄĮy╣▓ėą18éĆ▌ö╚ļįOéõ║═5éĆ▌ö│÷įOéõĘųäeš╝ė├PLCĄ─18éĆ▌ö╚ļ³c║═5éĆ▌ö│÷³cŻ¼šłūxš▀┐╝æ]╩Ūʱ┐╔ęįė├6.4╣ØĮķĮBĄ─ĘĮĘ©üĒ£p╔┘š╝ė├PLCĄ─I/O³cöĄĪŻ×ķ┴╦▒ŻūCį┌Šo╝▒ŪķørŽ┬Ż©░³└©PLC░l╔·╣╩šŽĢrŻ®Ż¼─▄┐╔┐┐ĄžŪąöÓPLCĄ─žō▌dļŖį┤Ż¼įOų├┴╦Į╗┴„Įėė|Ų„KMĪŻį┌PLCķ_╩╝▀\ąąĢr░┤Ž┬Ī░ļŖį┤Ī▒░┤ŌoSB1Ż¼╩╣KMŠĆ╚”Ą├ļŖ▓óūįµiŻ¼KMĄ─ų„ė|³cĮė═©Ż¼Įo▌ö│÷įOéõ╠ß╣®ļŖį┤Ż╗│÷¼FŠo╝▒ŪķørĢrŻ¼░┤Ž┬Ī░╝▒═ŻĪ▒░┤ŌoSB2Ż¼KMė|³cöÓķ_ļŖį┤ĪŻ

łD6-21 ÖCąĄ╩ų┐žųŲŽĄĮyPLCĄ─I/OĮėŠĆłD
PLC│╠ą“įOėŗ
1Ż«│╠ą“Ą─┐é¾wĮYśŗ
╚ńłD6-22╦∙╩Š×ķÖCąĄ╩ųŽĄĮyĄ─PLC╠▌ą╬łD│╠ą“Ą─┐é¾wĮYśŗŻ¼īó│╠ą“Ęų×ķ╣½ė├│╠ą“Īóūįäė│╠ą“Īó╩ųäė│╠ą“║═╗žįŁ╬╗│╠ą“4éĆ▓┐ĘųŻ¼Ųõųąūįäė│╠ą“░³└©å╬▓ĮĪóå╬ų▄Ų┌║═▀B└m╣żū„Ą─│╠ą“Ż¼▀@╩Ūę“×ķ╦³éāĄ─╣żū„Č╝╩Ū░┤šš═¼śėĄ─Ēśą“▀MąąŻ¼╦∙ęįīó╦³éā║Žį┌ę╗ŲŠÄ│╠Ė³╝ė║åå╬ĪŻ╠▌ą╬łDųą╩╣ė├╠°▐DųĖ┴Ņ╩╣Ą├ūįäė│╠ą“Īó╩ųäė│╠ą“║═╗žįŁ╬╗│╠ą“▓╗Ģ■═¼Ģrł╠ąąĪŻ╝┘įO▀xō±Ī░╩ųäėĪ▒ĘĮ╩ĮŻ¼ätX0×ķONĪóX1×ķOFFŻ¼┤╦ĢrPLCł╠ąą═Ļ╣½ė├│╠ą“║¾Ż¼īó╠°▀^ūįäė│╠ą“ĄĮP0╠ÄŻ¼ė╔ė┌X0│Żķ]ė|³c×ķöÓķ_Ż¼╣╩ł╠ąąĪ░╩ųäė│╠ą“Ī▒Ż¼ł╠ąąĄĮP1╠ÄŻ¼ė╔ė┌X1│Żķ]ė|³c×ķķ]║ŽŻ¼╦∙ęįėų╠°▀^╗žįŁ╬╗│╠ą“ĄĮP2╠ÄŻ╗╝┘įO▀xō±Ī░╗žįŁ╬╗Ī▒ĘĮ╩ĮŻ¼ätX0×ķOFFĪóX1×ķONŻ¼╠°▀^ūįäė│╠ą“║═╩ųäė│╠ą“ł╠ąą╗žįŁ╬╗│╠ą“Ż╗╝┘įO▀xō±Ī░å╬▓ĮĪ▒╗“Ī░å╬ų▄Ų┌Ī▒╗“Ī░▀B└mĪ▒ĘĮ╩ĮŻ¼ätX0ĪóX1Š∙×ķOFFŻ¼┤╦Ģrł╠ąą═Ļūįäė│╠ą“║¾Ż¼╠°▀^╩ųäė│╠ą“║═╗žįŁ╬╗│╠ą“ĪŻ
2Ż«Ė„▓┐Ęų│╠ą“Ą─įOėŗ
(1)╣½ė├│╠ą“
╣½ė├│╠ą“╚ńłD6-23╦∙╩ŠŻ¼ū¾Ž▐╬╗ķ_ĻPX12Īó╔ŽŽ▐╬╗ķ_ĻPX10Ą─│Żķ_ė|³c║═▒Ē╩ŠÖCąĄ╩ų╦╔ķ_Ą─Y4Ą─│Żķ_ė|³cĄ─┤«┬ōļŖ┬ĘĮė═©ĢrŻ¼▌oų·└^ļŖŲ„M0ūā×ķONŻ¼▒Ē╩ŠÖCąĄ╩ųį┌įŁ╬╗ĪŻ
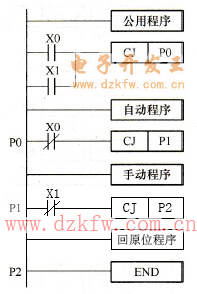
łD6-22 ÖCąĄ╩ųŽĄĮyPLG╠▌ą╬łDĄ─┐é¾wĮYśŗ

łD6-23 ╣½ė├│╠ą“
╣½ė├│╠ą“ė├ė┌ūįäė│╠ą“║═╩ųäė│╠ą“ŽÓ╗źŪąōQĄ─╠Ä└ĒŻ¼«öŽĄĮy╠Äė┌╩ųäė╣żū„ĘĮ╩ĮĢrŻ¼▒žĒÜīó│²│§╩╝▓Įęį═ŌĄ─Ė„▓Įī”æ¬Ą─▌oų·└^ļŖŲ„( M11Ī½M18)Å═╬╗Ż¼═¼Ģrīó▒Ē╩Š▀B└m╣żū„ĀŅæBĄ─M1Å═╬╗Ż¼Ę±ät«öŽĄĮyÅ─ūįäėČĪū„ĘĮ╩ĮŪąōQĄĮ╩ųäė╣żū„ĘĮ╩ĮŻ¼╚╗║¾ėųĘĄ╗žūįäė╣żū„ĘĮ╩ĮĢrŻ¼┐╔─▄Ģ■│÷¼F═¼Ģrėąā╔éĆ╗Ņäė▓ĮĄ─«É│ŻŪķørŻ¼ę²ŲÕeš`Ą─äėū„ĪŻ
«öÖCąĄ╩ų╠Äė┌įŁ³cĀŅæB(M0×ķON)Ż¼į┌ķ_╩╝ł╠ąąė├æ¶│╠ą“(M8002×ķON)ĪóŽĄĮy╠Äė┌╩ųäėĀŅæB╗“╗žįŁ³cĀŅæBŻ©X0╗“X1×ķONŻ®ĢrŻ¼│§╩╝▓Įī”æ¬Ą─M10īó▒╗ų├╬╗Ż¼×ķ▀M╚ļå╬▓ĮĪóå╬ų▄Ų┌║═▀B└m╣żū„ĘĮ╩Įū÷║├£╩éõĪŻ╚ń╣¹┤╦ĢrMO×ķOFFĀŅæBŻ¼M10īó▒╗Å═╬╗Ż¼│§╩╝▓Į×ķ▓╗╗Ņäė▓ĮŻ¼ŽĄĮy▓╗─▄į┌å╬▓ĮĪóå╬ų▄Ų┌║═▀B└m╣żū„ĘĮ╩ĮŽ┬╣żū„ĪŻ
(2)╩ųäė│╠ą“
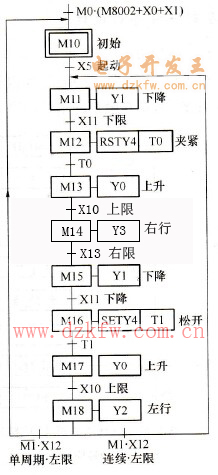
╩ųäė│╠ą“╚ńłD6-24╦∙╩ŠŻ¼╩ųäė╣żū„Ģrė├X14Ī½X21ī”æ¬Ą─6éĆ░┤Ōo┐žųŲÖCąĄ╩ųĄ─╔Ž╔²ĪóŽ┬ĮĄĪóū¾ąąĪóėęąąĪó╦╔ķ_║═ŖAŠoĪŻ×ķ┴╦▒ŻūCŽĄĮyĄ─░▓╚½▀\ąąŻ¼į┌╩ųäė│╠ą“ųąįOų├┴╦ę╗ą®▒žę¬Ą─┬ōµiŻ¼└²╚ń╔Ž╔²┼cŽ┬ĮĄų«ķgĪóū¾ąą┼cėęąąų«ķgĄ─╗źµiŻ╗╔Ž╔²ĪóŽ┬ĮĄĪóū¾ąąĪóėęąąĄ─Ž▐╬╗Ż╗╔ŽŽ▐╬╗ķ_ĻPX10Ą─│Żķ_ė|³c┼c┐žųŲū¾ĪóėęąąĄ─Y2║═Y3Ą─ŠĆ╚”┤«┬ōŻ¼╩╣Ą├ÖCąĄ╩ų╔²ĄĮūŅĖ▀╬╗ų├▓┼─▄ū¾ėęęŲäėŻ¼ęįĘ└ų╣ÖCąĄ╩ųį┌▌^Ą═╬╗ų├▀\ąąĢr┼cäeĄ─╬’¾w┼÷ū▓ĪŻ
(3)ūįäė│╠ą“
╚ńłD6-25╦∙╩Š×ķÖCąĄ╩ųŽĄĮyūįäė│╠ą“Ą─╣”─▄▒ĒłDĪŻ╩╣ė├═©ė├ųĖ┴ŅĄ─ŠÄ│╠ĘĮ╩ĮįOėŗ│÷Ą─ūįäė│╠ą“╚ńłD6-26╦∙╩ŠŻ¼ę▓┐╔▓╔ė├Ųõ╦¹ŠÄ│╠ĘĮ╩ĮŠÄ│╠Ż¼░¼╠ž┘QęūŠWį┌┤╦▓╗į┘┘ś╩÷ĪŻ

łD6-24 ╩ųäė│╠ą“
łD6-25 ūįäė│╠ą“Ą─╣”─▄▒ĒłD
ŽĄĮy╣żū„į┌▀B└mĪóå╬ų▄Ų┌Ż©ĘŪå╬▓ĮŻ®╣żū„ĘĮ╩ĮĢrŻ¼X2Ą─│Żķ]ė|³cĮė═©Ż¼╩╣M2Ż©▐DōQį╩įSŻ®ONŻ¼┤«┬ōį┌Ė„▓ĮļŖ┬ĘųąĄ─M2Ą─│Żķ_ė|³cĮė═©Ż¼į╩įS▓Į┼c▓Įų«ķgĄ─▐DōQĪŻ
╝┘įO▀xō±Ą─╩Ūå╬ų▄Ų┌╣żū„ĘĮ╩ĮŻ¼┤╦ĢrX3×ķONŻ¼X1║═X2Ą─│Żķ]ė|³cķ]║ŽŻ¼M2×ķONŻ¼į╩įS▐DōQĪŻį┌│§╩╝▓ĮĢr░┤Ž┬Ųäė░┤ŌoX5Ż¼į┌M11Ą─ļŖ┬ĘųąŻ¼M10ĪóX5ĪóM2Ą─│Żķ_ė|³c║═X12Ą─│Żķ]ė|³cŠ∙Įė═©Ż¼╩╣M11×ķONŻ¼ŽĄĮy▀M╚ļŽ┬ĮĄ▓ĮŻ¼Y1×ķONŻ¼ÖCąĄ╩ųŽ┬ĮĄŻ╗ÖCąĄ╩ų┼÷ĄĮŽ┬Ž▐╬╗ķ_ĻPX11ĢrŻ¼M12ūā×ķONŻ¼▐DōQĄĮŖAŠo▓ĮŻ¼Y4▒╗Å═╬╗Ż¼╣ż╝■▒╗ŖAŠoŻ╗═¼ĢrTOĄ├ļŖŻ¼2sęį║¾T0Ą─Č©ĢrĢrķgĄĮŻ¼Ųõ│Żķ_ė|³cĮė═©Ż¼╩╣ŽĄĮy▀M╚ļ╔Ž╔²▓ĮĪŻŽĄĮyīó▀@śėę╗▓Įę╗▓ĮĄž═∙Ž┬╣żū„Ż¼«öÖCąĄ╩ųį┌▓ĮM18ĘĄ╗žūŅū¾▀ģĢrŻ¼X4×ķONŻ¼ę“×ķ┤╦Ģr▓╗╩Ū▀B└m╣żū„ĘĮ╩ĮŻ¼M1╠Äė┌OFFĀŅæBŻ¼▐DōQŚl╝■MIŻ«X12ØMūŃŻ¼ŽĄĮyĘĄ╗ž▓ó═Ż┴¶į┌│§╩╝▓ĮM10ĪŻ
į┌▀B└m╣żū„ĘĮ╩ĮŻ¼X4×ķONŻ¼į┌│§╩╝ĀŅæB░┤Ž┬Ųäė░┤ŌoX5Ż¼┼cå╬ų▄Ų┌╣żū„ĘĮ╩ĮĢrŽÓ═¼Ż¼M11ūā×ķONŻ¼ÖCąĄ╩ųŽ┬ĮĄŻ¼┼c┤╦═¼ĢrŻ¼┐žųŲ▀B└m╣żū„Ą─M1×ķONŻ¼═∙║¾Ą─╣żū„▀^│╠┼cå╬ų▄Ų┌╣żū„ĘĮ╩ĮŽÓ═¼ĪŻ«öÖCąĄ╩ųį┌▓ĮM18ĘĄ╗žūŅū¾▀ģĢrŻ¼X12×ķONŻ¼ę“×ķM1×ķONŻ¼▐DōQŚl╝■M7ĪżX4ØMūŃŻ¼ŽĄĮyīóĘĄ╗ž▓ĮM11Ż¼Ę┤Å═▀B└mĄž╣żū„Ž┬╚źĪŻ░┤Ž┬═Żų╣░┤ŌoX6║¾Ż¼M1ūā×ķOFFŻ¼Ą½╩ŪŽĄĮy▓╗Ģ■┴ó╝┤═Żų╣╣żū„Ż¼į┌═Ļ│╔«öŪ░╣żū„ų▄Ų┌Ą─╚½▓┐äėū„║¾Ż¼į┌▓ĮM18ĘĄ╗žūŅū¾▀ģŻ¼ū¾Ž▐╬╗ķ_ĻPX12×ķONŻ¼▐DōQŚl╝■MIĪżX12ØMūŃŻ¼ŽĄĮy▓┼ĘĄ╗ž▓ó═Ż┴¶į┌│§╩╝▓ĮĪŻ

łD6-26 ūįäė│╠ą“
╚ń╣¹ŽĄĮy╠Äė┌å╬▓Į╣żū„ĘĮ╩ĮŻ¼X2×ķONŻ¼╦³Ą─│Żķ]ė|³cöÓķ_Ż¼Ī░▐DōQį╩įSĪ▒▌oų·└^ļŖŲ„M2į┌ę╗░ŃŪķørŽ┬×ķOFFŻ¼▓╗į╩įS▓Į┼c▓Įų«ķgĄ─▐DōQĪŻįOŽĄĮy╠Äė┌│§╩╝ĀŅæBŻ¼M10×ķONŻ¼░┤Ž┬Ųäė░┤ŌoX5Ż¼M2ūā×ķONŻ¼╩╣M11×ķONŻ¼ŽĄĮy▀M╚ļŽ┬ĮĄ▓ĮĪŻĘ┼ķ_Ųäė░┤Ōo║¾Ż¼M2±R╔Žūā×ķOFFĪŻį┌Ž┬ĮĄ▓ĮŻ¼Y0Ą─Ą├ļŖŻ¼ÖCąĄ╩ųĮĄĄĮŽ┬Ž▐╬╗ķ_ĻPX11╠ÄĢrŻ¼┼cY0Ą─ŠĆ╚”┤«┬ōĄ─X11Ą─│Żķ]ė|³cöÓķ_Ż¼╩╣Y0Ą─ŠĆ╚”öÓļŖŻ¼ÖCąĄ╩ų═Żų╣Ž┬ĮĄĪŻX11Ą─│Żķ_ė|³cķ]║Ž║¾Ż¼╚ń╣¹ø]ėą░┤Ųäė░┤ŌoŻ¼X5║═M2╠Äė┌OFFĀŅæBŻ¼ę╗ų▒ꬥ╚ĄĮ░┤Ž┬Ųäė░┤ŌoŻ¼M5║═M2ūā×ķONŻ¼M2Ą─│Żķ_ė|³cĮė═©Ż¼▐DōQŚl╝■X11▓┼─▄╩╣M12Įė═©Ż¼M12Ą├ļŖ▓óūį▒Ż│ųŻ¼ŽĄĮy▓┼─▄ė╔Ž┬ĮĄ▓Į▀M╚ļŖAŠo▓ĮĪŻęį║¾į┌═Ļ│╔─│ę╗▓ĮĄ─▓┘ū„║¾Ż¼Č╝▒žĒÜ░┤ę╗┤╬Ųäė░┤ŌoŻ¼ŽĄĮy▓┼─▄▀M╚ļŽ┬ę╗▓ĮĪŻ
į┌▌ö│÷│╠ą“▓┐ĘųŻ¼X10Ī½X13Ą─│Żķ]ė|³c╩Ū×ķå╬▓Į╣żū„ĘĮ╩ĮįOų├Ą─ĪŻęįŽ┬ĮĄ×ķ└²Ż¼«öąĪ▄ć┼÷ĄĮŽ▐╬╗ķ_ĻPX11║¾Ż¼┼cŽ┬ĮĄ▓Įī”æ¬Ą─▌oų·└^ļŖŲ„M11▓╗Ģ■±R╔Žūā×ķOFFŻ¼╚ń╣¹Y0Ą─ŠĆ╚”▓╗┼cX11Ą─│Żķ]ė|³c┤«┬ōŻ¼ÖCąĄ╩ų▓╗─▄═Żį┌Ž┬Ž▐╬╗ķ_ĻPX11╠ÄŻ¼▀ĆĢ■└^└mŽ┬ĮĄŻ¼▀@ĘNŪķørŽ┬┐╔─▄įņ│╔╩┬╣╩ĪŻ
(4)╗žįŁ³c│╠ą“
╚ńłD6-27╦∙╩Š×ķÖCąĄ╩ųūįäė╗žįŁ³c│╠ą“Ą─╠▌ą╬łDĪŻį┌╗žįŁ³c╣żū„ĘĮ╩ĮŽ┬(X1×ķON)Ż¼░┤Ž┬╗žįŁ³cŲäė░┤ŌoX7Ż¼M3ūā×ķONŻ¼ÖCąĄ╩ų╦╔ķ_║═╔Ž╔²Ż¼╔²ĄĮ╔ŽŽ▐╬╗ķ_ĻPĢrX10×ķONŻ¼ÖCąĄ╩ųū¾ąąŻ¼ĄĮū¾Ž▐╬╗╠ÄĢrŻ¼X12ūā×ķONŻ¼ū¾ąą═Żų╣▓óīóM3Å═╬╗ĪŻ▀@ĢrįŁ³cŚl╝■ØMūŃŻ¼M0×ķONŻ¼į┌╣½ė├│╠ą“ųąŻ¼│§╩╝▓ĮM0▒╗ų├╬╗Ż¼×ķ▀M╚ļå╬ų▄Ų┌Īó▀B└m║═å╬▓Į╣żū„ĘĮ╩Įū÷║├┴╦£╩éõĪŻ

łD6-27 ╗žįŁ╬╗│╠ą“
3Ż«│╠ą“ŠC║Ž┼c─ŻöMš{įć
ė╔ė┌į┌Ęų▓┐Ęų│╠ą“įOėŗĢręčĮø┐╝æ]Ė„▓┐Ęųų«ķgĄ─ŽÓ╗źĻPŽĄŻ¼ę“┤╦ų╗ę¬īó╣½ė├│╠ą“(łD6-23)Īó╩ųäė│╠ą“Ż©łD6-24Ż®Īóūįäė│╠ą“Ż©łD6-26Ż®║═╗žįŁ╬╗│╠ą“Ż©łD6-27Ż®░┤ššÖCąĄ╩ų│╠ą“┐é¾wĮYśŗŻ©łD6-22Ż®ŠC║ŽŲüĒ╝┤×ķÖCąĄ╩ų┐žųŲŽĄĮyĄ─PLC│╠ą“ĪŻ
─ŻöMš{įćĢrĖ„▓┐Ęų│╠ą“┐╔Ž╚Ęųäeš{įćŻ¼╚╗║¾į┘▀Mąą╚½▓┐│╠ą“Ą─š{įćŻ¼ę▓┐╔ų▒Įė▀Mąą╚½▓┐│╠ą“Ą─š{įćĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū