
ę╗Īóæ¬ė├▒│Š░┼cąĶŪ¾
╣żśIÖC┤▓Ą─┐žųŲį┌╣żśI╔·«aūįäė╗»┐žųŲųąš╝ėąųžę¬Ą─╬╗ų├ĪŻį┌ÖC┤▓ąąśIųąŻ¼ČÓ╣ż▓ĮÖC┤▓ė╔ė┌Ųõ╣ż▓Į╝░äėū„ČÓŻ¼┐žųŲ▌^×ķÅ═ļsĪŻ▓╔ė├é„ĮyĄ─└^ļŖŲ„┐žųŲĢrŻ¼ąĶꬥ─└^ļŖŲ„ČÓŻ¼ĮėŠĆÅ═ļsŻ¼ę“┤╦╣╩šŽČÓŻ¼ŠSą▐└¦ļyŻ¼┘M╣ż┘MĢrĪŻ▓╔ė├PLC┐žųŲŻ¼┐╔╩╣ĮėŠĆ┤¾×ķ║å╗»Ż¼▓╗Ą½░▓čb╩«ĘųĘĮ▒ŃŻ¼Č°Ūę▒ŻūC┴╦┐╔┐┐ąįŻ¼£p╔┘┴╦ŠSą▐┴┐Ż¼╠ßĖ▀┴╦╣żą¦ĪŻ
─│ČÓ╣ż▓ĮÖC┤▓╩Ūė├ė┌╝ė╣ż├▐╝ÅÕVūėÕV─_Ą─ę╗ĘN╝ė╣żÖC┤▓Ż¼ŲõÕV─_╝ė╣ż╣ż╦ć▒╚▌^Å═ļsŻ¼┴Ń╝■╝ė╣żŪ░×ķīŹą─┼„╝■Ż¼š¹éĆÖCąĄ╝ė╣ż▀^│╠ė╔7éĆĄČŠ▀Ęųäe░┤šš7éĆ╣ż▓Įę¬Ū¾ę└┤╬▀MąąŪąŽ„ĪŻ7éĆ╣ż▓Įę└┤╬×ķŻ║Ń@┐ūĪó▄ćŲĮ├µĪóŃ@╔Ņ┐ūĪó▄ć═ŌłA╝░Ń@┐ūĪó┤ųŃqļp╣Ø┐ū╝░Ą╣ĮŪĪóŠ½Ńqļp╣Ø┐ūĪóŃqÕF┐ūŻ¼Ė„╣ż▓ĮĄ─äėū„ĘųĮŌ╚ńłD8-24╦∙╩ŠĪŻ
▒Š╣ØęįįōÕV─_╝ė╣żÖC┤▓Ą─PLC┐žųŲ×ķ└²Ż¼ĮķĮBPLCį┌ČÓ╣ż▓ĮÖC┤▓┐žųŲŽĄĮyųąĄ─æ¬ė├ĪŻ
Č■ĪóČÓ╣ż▓ĮÖC┤▓PLC┐žųŲŽĄĮyĘų╬÷
įōÕV─_╝ė╣żÖC┤▓Ą─ļŖÜŌ┐žųŲų„ļŖ┬Ę╚ńłD8-25╦∙╩ŠĪŻ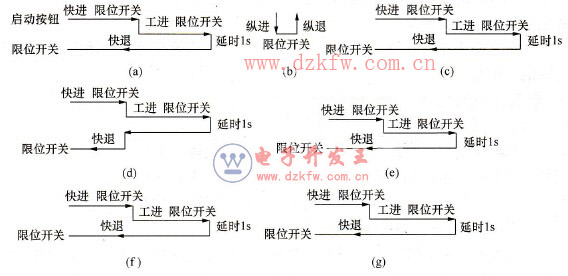
łD8-24 ÕV─_╝ė╣ż▀^│╠╩ŠęŌłD
(a)Ń@┐ūŻ╗(b)▄ćŲĮ├µŻ╗(c)Ń@╔Ņ┐ūŻ╗(d)▄ć═ŌłA╝░Ń@┐ūŻ╗(e)┤ųŃqļp╣Ø┐ū╝░Ą╣ĮŪŻ╗(f)Š½Ńqļp╣Ø┐ūŻ╗(g)ŃqÕF┐ū
łD8-25 ÕV─_╝ė╣żÖC┤▓ų„ļŖ┬ĘłD
╩╣ė├įōÖC┤▓▀Mąą╝ė╣żĢrŻ¼╣ż╝■ė╔ų„▌S╔ŽĄ─ŖAŅ^ŖAŠoŻ¼▓óė╔ų„▌SļŖÖCM1Ħäėū„ą²▐D▀\äėĪŻ┤¾═Ž░ÕĦäė╗ž▐D╣żū„┼_ū„┐vŽ“▀MĮo▀\äėŻ¼Ųõ▀MĮo╦┘Č╚ė╔╣ż▀MļŖÖCŻ©┬²╦┘ļŖÖCM2Ż®Īó┐ņ▀MļŖÖCŻ©┐ņ╦┘ļŖÖCM3Ż®ĮøļŖ┤┼ÜŌķyYV1ļx║ŽŲ„ĦäėĮzĖ▄┐žųŲĪŻąĪ═Ž░ÕĄ─ÖMŽ“▀\äėė╔ļŖ┤┼ÜŌķyYV1ÜŌē║“īäėĪŻ
ī”ė┌7░čĄČŠ▀Ż¼│²┴╦Ą┌2░čĄČŻ©═Ļ│╔Ą┌2╣ż▓ĮŻ¼╝┤▄ćŲĮ├µŻ®╩Ūė╔ąĪ═Ž░ÕÖMŽ“▀\äėŪąŽ„═ŌŻ¼═Ļ│╔ŲõėÓ6éĆ╣ż▓ĮĄ─6░čĄČŠ∙ė╔┤¾═Ž░ÕĦäė╗ž▐D╣żū„┼_Ż©┴∙ĮŪŻ®┐vŽ“▀\äėŪąĖŅŻ¼├┐═Ļ│╔ę╗éĆ╣ż▓ĮŻ¼╗ž▐D╣żū„┼_▐Däėę╗éĆ╣ż╬╗Ż¼▀MąąŽ┬ę╗╣ż▓ĮĄ─ŪąŽ„ĪŻ
×ķ║å├„Ų┌ķgŻ¼▒Š└²ų╗ī”ĄČŠ▀▀MĮo▀\äėĄ─┐žųŲ▀MąąĘų╬÷┼cįOėŗŻ¼ĄČŠ▀▀MĮo▀\äėĄ─┐žųŲ▀^│╠╚ńŽ┬Ż║
(1)ĄČŠ▀▀MĮoĄ─åóäėė╔åóäė░┤ŌoSB1░l│÷åóäėųĖ┴ŅĪŻ
(2)ĄČŠ▀▀MĮo▀\äė▀^│╠ųąŻ¼Ė„äėū„ų«ķgĄ─▐DōQė╔Ž▐╬╗ķ_ĻP░l│÷ųĖ┴ŅŻ╗┐vŽ“┐ņ▀MĮY╩°ē║║ŽŽ▐╬╗ķ_ĻPST1Ż¼░l│÷╣ż▀MųĖ┴ŅĪŻ
(3)╣ż▀MĮY╩°ē║║ŽŽ▐╬╗ķ_ĻPST2Ż¼░l│÷čėĢrųĖ┴ŅŻ¼čėĢr1s║¾ķ_╩╝┐vŽ“┐ņ═╦ĪŻ
(4)┐vŽ“┐ņ═╦ĮY╩°║¾ē║║ŽŽ▐╬╗ķ_ĻPST3Ż¼░l│÷ÖMŽ“▀MĮoųĖ┴ŅŻ¼ė╔Ą┌ę╗╣ż▓Į▐D╚ļĄ┌Č■╣ż▓ĮŻ¼░l│÷Ž┬ę╗╣ż▓Į┐ņ▀MųĖ┴ŅĪŻ
(5)ÖMŽ“▀MĮoĮY╩°ē║║ŽŽ▐╬╗ķ_ĻPST4Ż¼░l│÷ÖMŽ“═╦╗žųĖ┴Ņ╝░Ą┌╚²╣ż▓ĮĄ─┐ņ▀MųĖ┴ŅŻ¼ęį║¾Ė„╣ż▓ĮĄ─äėū„īóųžÅ═Ą┌ę╗╣ż▓ĮĄ─ūā╗»ĪŻ
┴Ē═ŌŻ¼Ė„äėū„ų«ķgæ¬įOų├╗źµiŻ¼╝┤─│ę╗éĆäėū„▀MąąĢrŻ¼æ¬µiČ©┴Ēę╗éĆäėū„Ż¼╚ń┐ņ▀M┼c╣ż▀M╗źµiĪó┐v▀M┼c┐v═╦╗źµiĄ╚ĪŻ
╚²ĪóČÓ╣ż▓ĮÖC┤▓┐žųŲŽĄĮyė▓╝■įOėŗ
1Ż«▌ö╚ļ/▌ö│÷ą┼╠¢Ęų╬÷
Ė∙ō■ī”ČÓ╣ż▓ĮÖC┤▓┐žųŲŽĄĮyĄ─╣”─▄Ęų╬÷Ż¼┐╔ų¬Ųõų„ꬥ─▌ö╚ļ║═▌ö│÷ą┼╠¢╚ńŽ┬Ż║
▌ö╚ļą┼╠¢Ż║┐žųŲČÓ╣ż▓ĮÖC┤▓ĄČŠ▀▀MĮo╝ė╣żĄ─ķ_╩╝░┤Ōo1éĆŻ¼ąą│╠ķ_ĻP╣▓ėą4éĆŻ¼░³└©┐vŽ“┐ņ▀MĄĮ╬╗ąą│╠ķ_ĻP1éĆĪó┐vŽ“╣ż▀MĄĮ╬╗ąą│╠ķ_ĻP1éĆĪó┐vŽ“║¾═╦ĄĮ╬╗ķ_ĻP1éĆęį╝░ÖMŽ“▀MĮoĄĮ╬╗ąą│╠ķ_ĻP1éĆŻ¼╦∙ęį▌ö╚ļą┼╠¢╣▓5┬ĘŻ¼ąĶ5éĆ▌ö╚ļČ╦ūėĪŻ
▌ö│÷ą┼╠¢Ż║ų„ę¬╩Ū┐žųŲĖ„ŅÉĮėė|Ų„ęį╝░ļŖ┤┼ķyŻ¼░³└©┐vŽ“Ū░▀MĮėė|Ų„Īó┐vŽ“┐ņ╦┘Įėė|Ų„Īó┐vŽ“║¾═╦Įėė|Ų„ęį╝░ÖMŽ“Ū░▀MļŖ┤┼ķyĖ„1éĆŻ¼╦∙ęį▌ö│÷ą┼╠¢╣▓4┬ĘŻ¼ąĶ4éĆ▌ö│÷Č╦ūėĪŻ
2Ż«PLCĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē
į┌ī”ČÓ╣ż▓Į▐D╦■▄ć┤▓┐žųŲŽĄĮyĄ─Ė„éĆė▓╝■ĮM│╔▓┐Ęų▀Mąą┴╦įö╝ÜĘų╬÷║¾Ż¼┐╔ęįī”PLCų„ÖCĄ─I/O³cöĄ▀MąąĘų┼õŻ¼╚ń▒Ē8-7╦∙╩ŠĪŻ
▒Ē8-7 ČÓ╣ż▓Į▐D╦■▄ć┤▓┐žųŲŽĄĮyĄ─I/O³cöĄĘų┼õ▒Ē
|
ą“╠¢ |
├¹ĘQ |
ĄžųĘ |
šf├„ |
|
5┬ĘöĄūų▌ö╚ļą┼╠¢ | |||
|
1 |
ĄČŠ▀▀MĮoķ_╩╝░┤Ōo |
I0.0 |
SB1 |
|
2 |
┐vŽ“┐ņ▀MĄĮ╬╗ąą│╠ķ_ĻP |
I0.1 |
ST1 |
|
3 |
┐vŽ“╣ż▀MĄĮ╬╗ąą│╠ķ_ĻP |
I0.2 |
ST2 |
|
4 |
┐vŽ“║¾═╦ĄĮ╬╗ąą│╠ķ_ĻP |
I0.3 |
ST3 |
|
5 |
ÖMŽ“▀MĮoĄĮ╬╗ąą│╠ķ_ĻP |
I0.4 |
ST4 |
|
4┬ĘöĄūų▌ö│÷ą┼╠¢ | |||
|
1 |
┐vŽ“Ū░▀MĮėė|Ų„ |
Q0.0 |
KM1 |
|
2 |
┐vŽ“┐ņ╦┘Įėė|Ų„ |
Q0.1 |
KM2 |
|
3 |
┐vŽ“║¾═╦Įėė|Ų„ |
Q0.2 |
KM3 |
|
4 |
ÖMŽ“Ū░▀MļŖ┤┼ķy |
Q0.3 |
YV1 |
3Ż«PLCĄ─▀xą═
═©▀^ī”Ė„éĆ▌ö╚ļ║═▌ö│÷ą┼╠¢▀MąąĘų╬÷║¾┐╔ęįĄ├ų¬Ż¼įōČÓ╣ż▓ĮÖC┤▓┐žųŲŽĄĮyųąėą5éĆöĄūų┴┐▌ö╚ļą┼╠¢║═4éĆöĄūų┴┐▌ö│÷ą┼╠¢Ż¼╣▓ąĶ9éĆI/O³cŻ¼Ė∙ō■I/O³cöĄ║═╚▌┴┐Ż¼▒ŠīŹ└²┐╔ęį▀xō±S7-200ŽĄ┴ąPLCųąĄ─CPU221ū„×ķ┐žųŲų„ÖCĪŻ
4Ż«ė▓╝■ĮėŠĆłD
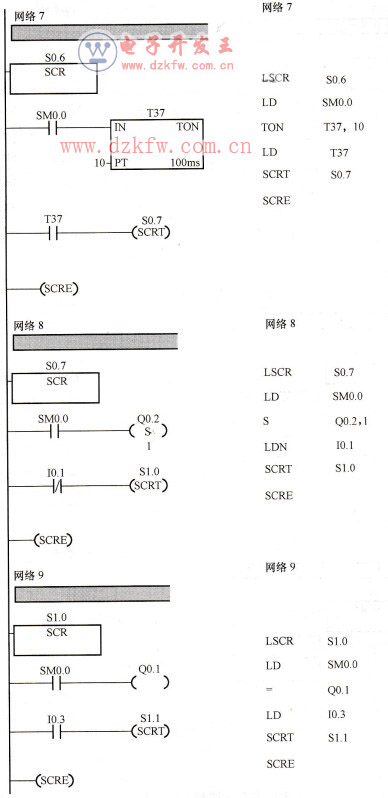
Ė∙ō■PLCĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒŻ¼┐╔ęį«ŗ│÷╚ńłD8-26╦∙╩ŠĄ─ČÓ╣ż▓ĮÖC┤▓PLC┐žųŲų„ÖCĄ─ė▓╝■ĮėŠĆłDĪŻ
╦─ĪóČÓ╣ż▓ĮÖC┤▓PLC┐žųŲŽĄĮy▄ø╝■įOėŗ
Ė∙ō■ČÓ╣ż▓Į▐D╦■▄ć┤▓╝ė╣ż├▐╝ÅÕVūėĪóÕV─_Ą─╝ė╣ż╣żą“Ż¼▓╔ė├Ēśą“┐žųŲųĖ┴Ņ┐╔ęįŠÄīæ│÷ČÓ╣ż▓Į▐D╦■▄ć┤▓┐žųŲŽĄĮyĄ─PLC╠▌ą╬łD╝░šZŠõ▒ĒŻ¼╚ńłD8-27╦∙╩ŠĪŻ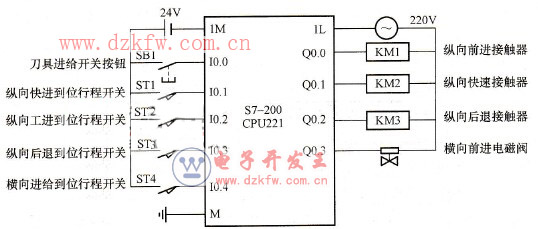
łD8-26 ČÓ╣ż▓ĮÖC┤▓┐žųŲė▓╝■ĮėŠĆłD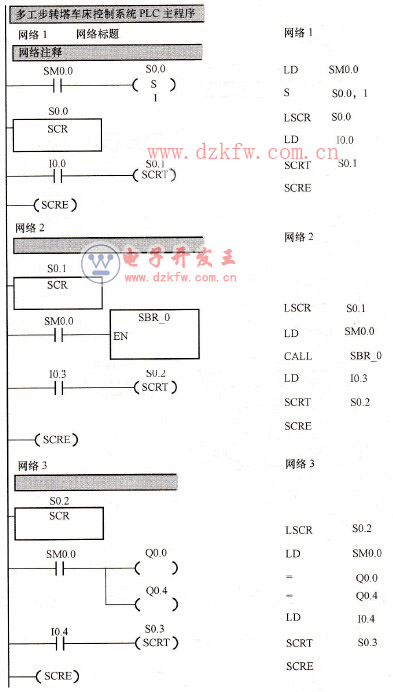

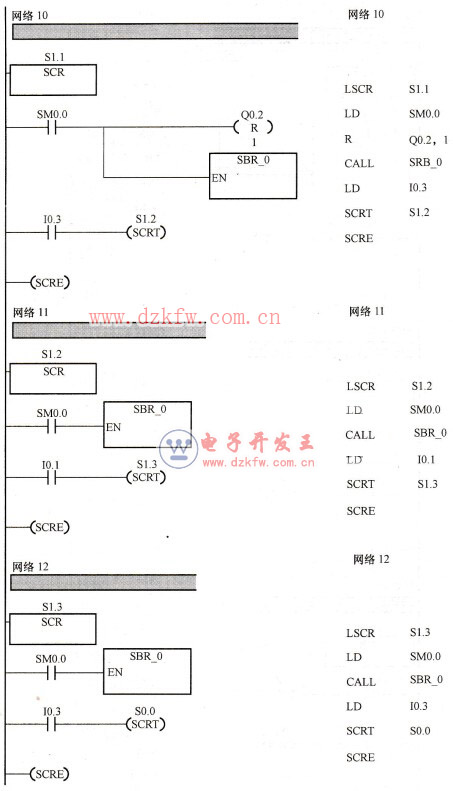


łD8-27 ČÓ╣ż▓Į▐D╦■▄ć┤▓┐žųŲŽĄĮyĄ─PLC╠▌ą╬łD╝░šZŠõ▒Ē
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū