
ÖC(j©®)ąĄ╩ų▒█┐žųŲŽĄĮy(t©»ng)╚ńłD7-17╦∙╩ŠĪŻ╦³Ą─ų„ę¬╣”─▄╩ŪīŹ(sh©¬)¼F(xi©żn)╣ż╝■Ą─░ß▀\(y©┤n)Ż¼╩Ūę╗éĆ(g©©)╦«ŲĮŻ»┤╣ų▒╬╗ęŲĄ─ÖC(j©®)ąĄįO(sh©©)éõĪŻįōŽĄĮy(t©»ng)╩Ū╝»┐žųŲŻ¼Öz£y(c©©)ę╗ł╠(zh©¬)ąąė┌ę╗¾wĄ─ŠC║Žąįčbų├ĪŻ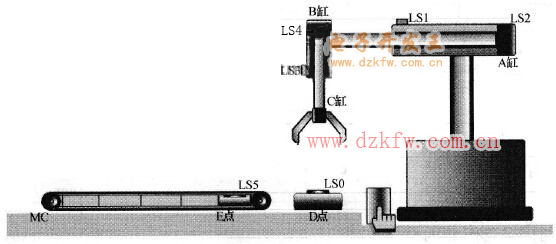
łD7-17 ÖC(j©®)ąĄ╩ų▒█┐žųŲŽĄĮy(t©»ng)
1Ż«┐žųŲę¬Ū¾
ÖC(j©®)ąĄ╩ų▒█Ą─╚½▓┐äė(d©░ng)ū„ė╔ÜŌĖū“ī(q©▒)äė(d©░ng)Ż¼Ų¹Ėūė╔ŽÓæ¬(y©®ng)Ą─ļŖ┤┼ķy┐žųŲĪŻŠ▀¾w╣”─▄ę¬Ū¾╚ńŽ┬Ż║
1)╣ż╝■Ą─ča(b©│)│õ╩╣ė├╚╦╣ż┐žųŲŻ¼┐╔ų▒Įėīó╣ż╝■Ę┼į┌D³c(di©Żn)Ż©LS0äė(d©░ng)ū„Ż®ĪŻ
2)ų╗ę¬D³c(di©Żn)ėą╣ż╝■Ż¼ÖC(j©®)ąĄ╩ų▒█╝┤Ž╚Ž┬ĮĄŻ©BĖūäė(d©░ng)ū„Ż®īó╣ż╝■ūź╚ĪŻ©CĖūäė(d©░ng)ū„Ż®║¾╔Ž╔²Ż©BĖūÅ═(f©┤)╬╗Ż®Ż¼į┘īó╣ż╝■░ß▀\(y©┤n)Ż©AĖūäė(d©░ng)ū„Ż®ĄĮE³c(di©Żn)╔ŽĘĮŻ¼ÖC(j©®)ąĄ╩ų▒█į┘┤╬Ž┬ĮĄŻ©BĖūäė(d©░ng)ū„Ż®║¾Ę┼ķ_(k©Īi)Ż©CĖūÅ═(f©┤)╬╗Ż®╣ż╝■Ż¼ÖC(j©®)ąĄ╩ų▒█╔Ž╔²Ż©BĖūÅ═(f©┤)╬╗Ż®Ż¼ūŅ║¾ÖC(j©®)ąĄ╩ų▒█į┘╗žĄĮįŁ³c(di©Żn)Ż©AĖūÅ═(f©┤)╬╗Ż®ĪŻ
3)AĪóBĪóCĖūŠ∙×ķå╬ū„ė├ÜŌĖūŻ¼╩╣ė├ļŖ┤┼┐žųŲĪŻ
4)CĖūį┌ūź╚Ī╗“Ę┼ķ_(k©Īi)╣ż╝■║¾Ż¼Č╝ąĶėą1sĄ─ķgĖ¶Ż¼ÖC(j©®)ąĄ╩ų▒█▓┼─▄äė(d©░ng)ū„ĪŻ
5)«ö(d©Īng)Ż¼E³c(di©Żn)ėą╣ż╝■ŪęBĖūęč╔Ž╔²ĄĮLS4Ģr(sh©¬)Ż¼é„╦═ĦļŖäė(d©░ng)ÖC(j©®)▐D(zhu©Żn)äė(d©░ng)ęį▀\(y©┤n)ū▀╣ż╝■Ż¼Įø(j©®ng)2s║¾é„╦═ĦļŖäė(d©░ng)ÖC(j©®)ūįäė(d©░ng)═Żų╣ĪŻ╣ż╝■╬┤═Ļ╚½▀\(y©┤n)ū▀Ż©ėŗ(j©¼)Ģr(sh©¬)╬┤ĄĮŻ®Ģr(sh©¬)Ż¼ätæ¬(y©®ng)Ą╚┤²é„╦═ĦļŖäė(d©░ng)ÖC(j©®)═Żų╣║¾į┘īó╣ż╝■ęŲū▀ĪŻ
6) LS0Ī·D³c(di©Żn)ėą¤o(w©▓)╣ż╝■é╔£y(c©©)ė├Ž▐ųŲķ_(k©Īi)ĻP(gu©Īn)
LS1Ī·AĖūŪ░ąąŽ▐ųŲķ_(k©Īi)ĻP(gu©Īn)Ż©ū¾śOŽ▐Ż®
LS2Ī·AĖū═╦╗žŽ▐ųŲķ_(k©Īi)ĻP(gu©Īn)Ż©ėęśOŽ▐Ż®
LS3Ī·BĖūŽ┬ĮĄŽ▐ųŲķ_(k©Īi)ĻP(gu©Īn)Ż©Ž┬śOŽ▐Ż®
LS4Ī·BĖū╔Ž╔²Ž▐ųŲķ_(k©Īi)ĻP(gu©Īn)Ż©╔ŽśOŽ▐Ż®
LS5Ī·E³c(di©Żn)ėą¤o(w©▓)╣ż╝■é╔£y(c©©)ė├Ž▐ųŲķ_(k©Īi)ĻP(gu©Īn)
2Ż«╣”─▄Ęų╬÷
1)įŁ³c(di©Żn)Å═(f©┤)╬╗Ż║▀xČ©ęįAĖū═╦╗žų┴ėęśOŽ▐╬╗ų├( LS2 ON)ĪóBĖū╔Ž╔²ų┴╔ŽśOŽ▐╬╗ų├( LS4 ON)╝░CĖū╦╔ķ_(k©Īi)×ķÖC(j©®)ąĄ╩ų▒█Ą─įŁ³c(di©Żn)ĪŻł╠(zh©¬)ąąę╗éĆ(g©©)äė(d©░ng)ū„ų«║¾Ż¼æ¬(y©®ng)ū÷įŁ³c(di©Żn)Å═(f©┤)╬╗Ą─é╔£y(c©©)Ż©ę“?y©żn)ķAĪóBĪóCĖūŠ∙×ķå╬ū„ė├ÜŌĖūŻ¼╦∙ęįĢ■(hu©¼)ūįäė(d©░ng)═╦╗žįŁ³c(di©Żn)Ż®ĪŻ
2)╣ż╝■░ß▀\(y©┤n)┴„│╠Ż║ę└Ņ}ęŌŲõäė(d©░ng)ū„×ķę╗裣h(hu©ón)╩Įå╬ę╗Ēśą“┴„│╠ĪŻ
3)é„╦═Ħ┴„│╠Ż║į┌é╔£y(c©©)ĄĮE³c(di©Żn)ėą╣ż╝■ŪęBĖūį┌╔ŽśOŽ▐╬╗ų├Ģr(sh©¬)Ż¼æ¬(y©®ng)“ī(q©▒)äė(d©░ng)é„╦═Ħ▐D(zhu©Żn)äė(d©░ng)ĪŻ
4)╔Ž╩÷ā╔éĆ(g©©)┴„│╠┐╔ęį═¼Ģr(sh©¬)▀M(j©¼n)ąąŻ¼ę“┤╦╩╣ė├▓ó▀M(j©¼n)Ęųų¦┴„│╠üĒ(l©ói)═Ļ│╔ĮM║ŽĪŻ
3Ż«į¬╝■Ęų┼õ
D³c(di©Żn)╣ż╝■é„ĖąŲ„LS0Ż¼╩╣ė├▌ö╚ļ└^ļŖŲ„X0Ż╗AĖūū¾Ž▐╬╗é„ĖąŲ„LS1Ż¼╩╣ė├▌ö╚ļ└^ļŖŲ„X1ĪŻ
AĖūėęŽ▐╬╗é„ĖąŲ„LS2Ż¼╩╣ė├▌ö╚ļ└^ļŖŲ„X2Ż╗BĖūŽ┬Ž▐╬╗é„ĖąŲ„LS3Ż¼╩╣ė├▌ö╚ļ└^ļŖŲ„X3ĪŻ
BĖū╔ŽŽ▐╬╗é„ĖąŲ„LS4Ż¼╩╣ė├▌ö╚ļ└^ļŖŲ„X4Ż╗E³c(di©Żn)╣ż╝■é„ĖąŲ„LS5Ż¼╩╣ė├▌ö╚ļ└^ļŖŲ„X5ĪŻ
AĖū“ī(q©▒)äė(d©░ng)Ż¼╩╣ė├▌ö│÷└^ļŖŲ„Y0Ż╗BĖū“ī(q©▒)äė(d©░ng)Ż¼╩╣ė├▌ö│÷└^ļŖŲ„Y1ĪŻ
CĖū“ī(q©▒)äė(d©░ng)Ż¼╩╣ė├▌ö│÷└^ļŖŲ„Y2Ż╗é„╦═Ħ“ī(q©▒)äė(d©░ng)Ż¼╩╣ė├▌ö│÷└^ļŖŲ„Y3ĪŻ
į¬╝■Ęų┼õłD╚ńłD7-18╦∙╩ŠĪŻ
4Ż«└LųŲĀŅæB(t©żi)┴„│╠łD
1)įŁ³c(di©Żn)Å═(f©┤)╬╗┴„│╠łD╚ńłD7-19╦∙╩ŠĪŻ
2)╣ż╝■░ß▀\(y©┤n)┴„│╠łD╚ńłD7-20╦∙╩ŠĪŻ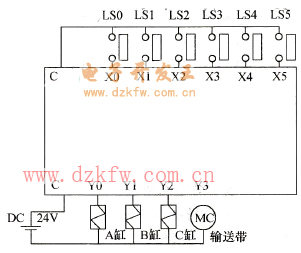
łD7-18 į¬╝■Ęų┼õłD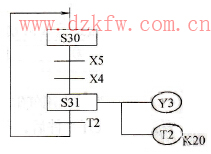
łD7-19 įŁ³c(di©Żn)Å═(f©┤)╬╗┴„│╠łD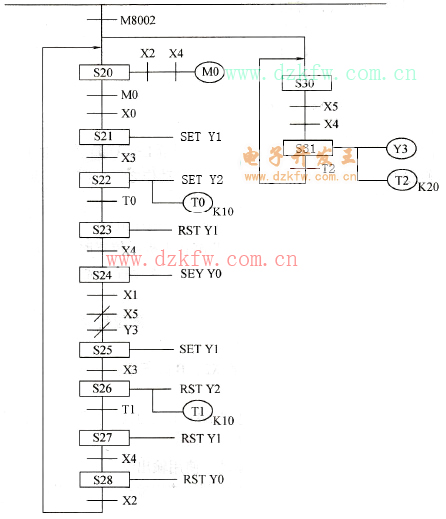
łD7-20 ╣ż╝■░ß▀\(y©┤n)┴„│╠
3)▐D(zhu©Żn)ōQ×ķ▓Į▀M(j©¼n)ļA╠▌łD╚ńłD7-21╦∙╩ŠĪŻ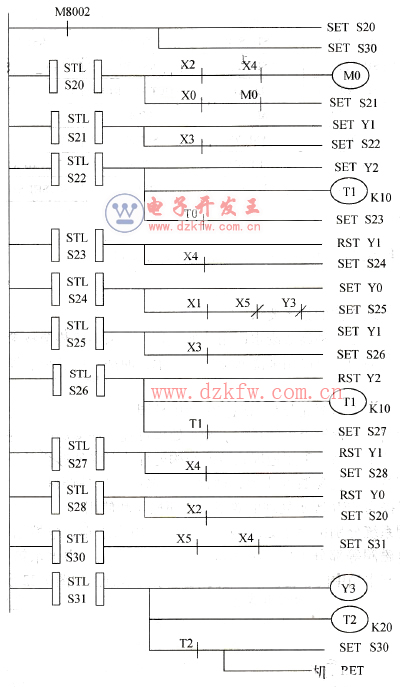
łD7-21 ▓Į▀M(j©¼n)ļA╠▌łD
5Ż«│╠ą“ŪÕå╬
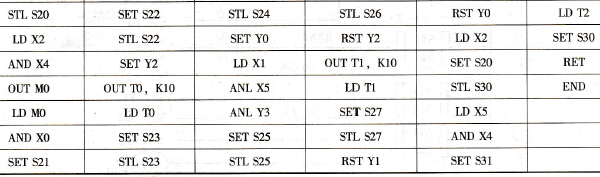
│╠ą“ŪÕå╬ęŖ(ji©żn)▒Ē7-8ĪŻ
▒Ē7-8 │╠ą“ŪÕå╬▒Ē

 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō(y©©)├µ
╦óą┬Ēō(y©©)├µ Ž┬ĄĮĒō(y©©)Ąū
Ž┬ĄĮĒō(y©©)Ąū