
PLC┐╔ęįĘĮ▒ŃĄžīŹ(sh©¬)¼F(xi©żn)ī”ļŖäė(d©░ng)ÖC(j©®)åóäė(d©░ng)Īó▒Ż│ų║══Żų╣Ą─┐žųŲĪŻį┌║▄ČÓ╣żśI(y©©)╔·«a(ch©Żn)ųąŻ¼Ė∙ō■(j©┤)╔·«a(ch©Żn)╣ż╦ćĄ─ę¬Ū¾Ż¼Įø(j©®ng)│ŻąĶę¬╩╣ā╔┼_(t©ói)╗“Ė³ČÓ┼_(t©ói)ļŖäė(d©░ng)ÖC(j©®)░┤ššę╗Č©Ą─Ģr(sh©¬)ķgĒśą“åóäė(d©░ng)ĪŻ└²╚ńē║┐sÖC(j©®)╗“─│ą®ÖC(j©®)┤▓╣żū„Ģr(sh©¬)Ż¼▒žĒÜŽ╚åóäė(d©░ng)ė═▒├ļŖäė(d©░ng)ÖC(j©®)ĮoØÖ╗¼ŽĄĮy(t©»ng)╠ß╣®ūŃē“Ą─ØÖ╗¼ė═Ż¼ę╗Č©Ģr(sh©¬)ķgķgĖ¶║¾åóäė(d©░ng)ų„ļŖäė(d©░ng)ÖC(j©®)╣żū„Ż¼į┘▀^ę╗Č©Ģr(sh©¬)ķgķgĖ¶║¾åóäė(d©░ng)▌oų·ļŖäė(d©░ng)ÖC(j©®)╣żū„ĪŻ┴Ē═ŌŻ¼ŃŖ┤▓╣żū„Ģr(sh©¬)Ż¼į┌ų„▌Są²▐D(zhu©Żn)║¾Ż¼╣żū„┼_(t©ói)ĘĮ┐╔ęŲäė(d©░ng)ĪŻ═¼Ģr(sh©¬)Ż¼į┌ę╗ą®įO(sh©©)éõĄ─╝ė╣żųąŻ¼ę▓ę¬Ū¾╝ė╣żįO(sh©©)éõ░┤ššę╗Č©Ą─╣ż▓Įę└┤╬╝ė╣żŻ¼į┌ę╗éĆ(g©©)╣ż▓Į═Ļ│╔║¾┐╔ęįūįäė(d©░ng)ŪąōQĄĮŽ┬ę╗éĆ(g©©)╣ż▓ĮĪŻį┌īŹ(sh©¬)ļHæ¬(y©®ng)ė├ųąŻ¼┐╔ęį═©▀^└^ļŖŲ„┐žųŲŠĆ┬ĘüĒīŹ(sh©¬)¼F(xi©żn)╦∙ę¬Ū¾Ą─Ēśą“┐žųŲĪŻ┐╝æ]ĄĮåóäė(d©░ng)Ż©═Żų╣Ż®Ģr(sh©¬)Ģ■(hu©¼)«a(ch©Żn)╔·║▄┤¾Ą─åóäė(d©░ng)Ż©═Żų╣Ż®ļŖ┴„Ż¼ę╗░Ńę¬Ū¾Õe(cu©░)ķ_Ģr(sh©¬)ķgåóäė(d©░ng)Ż©═Żų╣Ż®ĪŻ
ę╗ĪóČÓ┼_(t©ói)ļŖäė(d©░ng)ÖC(j©®)Ēśą“åó/═ŻĄ─╣żū„įŁ└Ē
Ēśą“åó/═Ż┐žųŲŠĆ┬ĘėąĒśą“åóäė(d©░ng)Īó═¼Ģr(sh©¬)═Żų╣┐žųŲŠĆ┬ĘŻ¼Ēśą“åóäė(d©░ng)ĪóĒśą“═Żų╣┐žųŲŠĆ┬ĘŻ¼ęį╝░Ēśą“åóäė(d©░ng)Īó─µą“═Żų╣┐žųŲŠĆ┬ĘĪŻłD7-28╦∙╩Š×ķĒśą“åó/═Ż┐žųŲŠĆ┬ĘŻ¼Įėė|Ų„KM1ĪóKM2Ęųäe┐žųŲļŖäė(d©░ng)ÖC(j©®)M1║═M2ĪŻ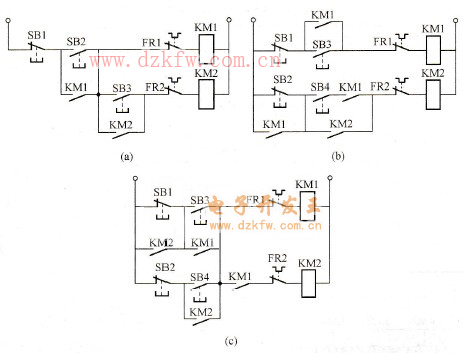
łD7-28 ļŖäė(d©░ng)ÖC(j©®)Ēśą“åó/═Ż┐žųŲŠĆ┬Ę
(a)Ēśą“åóäė(d©░ng)Īó═¼Ģr(sh©¬)═Żų╣Ż╗(b)Ēśą“åóäė(d©░ng)ĪóĒśą“═Żų╣Ż╗(c)Ēśą“åóäė(d©░ng)Īó─µą“═Żų╣
łD7-28 (a)×ķĒśą“åóäė(d©░ng)Īó═¼Ģr(sh©¬)═Żų╣┐žųŲŠĆ┬ĘĪŻį┌įōŠĆ┬ĘųąŻ¼ų╗ėąĮėė|Ų„KM1Ž╚Ą├ļŖ╬³║Ž║¾Ż¼Įėė|Ų„KM2▓┼─▄Ą├ļŖŻ¼╝┤M1Ž╚åóäė(d©░ng)Ż¼M2║¾åóäė(d©░ng)ĪŻ░┤Ž┬═Żų╣░┤ŌoSB1Ģr(sh©¬)Ż¼KM1║═KM2═¼Ģr(sh©¬)╩¦ļŖŻ¼╝┤M1║═M2═¼Ģr(sh©¬)═Ż▐D(zhu©Żn)ĪŻ
łD7-28 (b)×ķĒśą“åóäė(d©░ng)ĪóĒśą“═Żų╣┐žųŲŠĆ┬ĘĪŻį┌įōŠĆ┬ĘųąŻ¼«ö(d©Īng)KM1Ą├ļŖ╬³║Ž║¾Ż¼KM2▓┼─▄Ą├ļŖŻ¼╝┤M1Ž╚åóäė(d©░ng)Ż¼M2║¾åóäė(d©░ng)ĪŻöÓļŖĢr(sh©¬)Ż¼KM1Ž╚Å═(f©┤)╬╗Ż¼KM2║¾Å═(f©┤)╬╗Ż¼╝┤Ž╚═ŻM1║¾═ŻM2ĪŻ
łD7-28 (c)×ķĒśą“åóäė(d©░ng)Īó─µą“═Żų╣┐žųŲŠĆ┬ĘĪŻį┌įōŠĆ┬ĘųąŻ¼åóäė(d©░ng)Ģr(sh©¬)Ż¼KM1ĪóKM2Ž╚║¾Ą├ļŖŻ¼╝┤M1Ž╚åóäė(d©░ng)M2║¾åóäė(d©░ng)ĪŻöÓļŖĢr(sh©¬)Ż¼KM2ĪóKM1Ž╚║¾Å═(f©┤)╬╗Ż¼╝┤░┤ššŽ╚M2║¾M1Ą─Ēśą“═Ż▄ćĪŻ
Ēśą“åó═Ż┐žųŲŠĆ┬ĘĄ─┐žųŲęÄ(gu©®)┬╔╩ŪŻ║░č┐žųŲļŖäė(d©░ng)ÖC(j©®)Ž╚åóäė(d©░ng)Ą─Įėė|Ų„äė(d©░ng)║Žė|³c(di©Żn)Ż¼┤«┬ō(li©ón)į┌┐žųŲļŖäė(d©░ng)ÖC(j©®)║¾åóäė(d©░ng)Ą─Įėė|Ų„ŠĆ╚”ļŖ┬ĘųąŻ¼ė├ČÓéĆ(g©©)═Żų╣░┤Ōo┐žųŲļŖäė(d©░ng)ÖC(j©®)Ą─Ēśą“═Żų╣Ż¼╗“š▀īóŽ╚═ŻĄ─Įėė|Ų„äė(d©░ng)║Žė|³c(di©Żn)┼c║¾═ŻĄ─═Żų╣░┤Ōo▓ó┬ō(li©ón)╝┤┐╔ĪŻ
Č■Īó└¹ė├Ēśą“┐žųŲ└^ļŖŲ„ųĖ┴ŅīŹ(sh©¬)¼F(xi©żn)Ēśą“åó/═Ż
▒ŠīŹ(sh©¬)└²═©▀^Ēśą“┐žųŲ└^ļŖŲ„ųĖ┴ŅīŹ(sh©¬)¼F(xi©żn)ī”╦─┼_(t©ói)ļŖäė(d©░ng)ÖC(j©®)M1ĪóM2ĪóM3ĪóM4Ą─Ēśą“åóäė(d©░ng)║═Ēśą“═Ż▄ć┐žųŲĪŻåó/═ŻĄ─Ēśą“?y©żn)ķM1Ī·M2Ī·M3Ī·M4Ż¼Ųõ┐žųŲŠĆ┬ĘęŖłD7-28 (b)Ż¼ę¬Ū¾Ēśą“åóäė(d©░ng)Ģr(sh©¬)Ą─Ģr(sh©¬)ķgķgĖ¶×ķ30sŻ¼Ēśą“═Ż▄ćĄ─Ģr(sh©¬)ķgķgĖ¶×ķ10sĪŻ
1Ż«▌ö╚ļ/▌ö│÷ą┼╠¢(h©żo)Ęų╬÷
▌ö╚ļą┼╠¢(h©żo)Ż║åóäė(d©░ng)ļŖäė(d©░ng)ÖC(j©®)▀\(y©┤n)ąą║══Żų╣ļŖäė(d©░ng)ÖC(j©®)▀\(y©┤n)ąąĖ„ąĶ1éĆ(g©©)░┤ŌoŻ¼╣▓ėą2éĆ(g©©)░┤ŌoŻ¼ąĶ2éĆ(g©©)▌ö╚ļČ╦ūėĪŻ
▌ö│÷ą┼╠¢(h©żo)Ż║┐žųŲ4┼_(t©ói)ļŖäė(d©░ng)ÖC(j©®)Ą─▀\(y©┤n)ąąŻ¼ąĶ4éĆ(g©©)Įėė|Ų„Ż¼╣▓ąĶ4éĆ(g©©)▌ö│÷Č╦ūėĪŻ
2Ż«PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē
Ė∙ō■(j©┤)łD7-28 (b)╦∙╩÷Ą─┐žųŲįŁ└ĒŻ¼ĮY(ji©”)║Ž╦─┼_(t©ói)ļŖäė(d©░ng)ÖC(j©®)Ēśą“åóäė(d©░ng)ĪóĒśą“═Ż▄ć┐žųŲĄ─ę¬Ū¾Ż¼┐╔įO(sh©©)ėŗ(j©¼)╚ń▒Ē7-4╦∙╩ŠĄ─PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒĪŻ
▒Ē7-4 PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē
3Ż«PLC▀xą═
Ė∙ō■(j©┤)▒Ē7-4╦∙╩ŠĄ─PLC┐žųŲŽĄĮy(t©»ng)▌ö╚ļ/▌ö│÷ą┼╠¢(h©żo)ŪķørŻ¼ģó┐┤Ą┌2š┬▒Ē2-1 S7-200 CPUŽĄ┴ą«a(ch©Żn)ŲĘų„ꬹį─▄ųĖś╦(bi©Īo)Ż¼▒ŠīŹ(sh©¬)└²ųą┐╔ęį▀xė├S7 - 200ŽĄ┴ąPLCųąĄ─CPU224ū„×ķ┐žųŲų„ÖC(j©®)ĪŻ
4Ż«PLCĄ─ė▓╝■ĮėŠĆłD
Ė∙ō■(j©┤)▒Ē7-4╦∙╩ŠĄ─PLC▌ö╚ļ/▌ö│÷ą┼╠¢(h©żo)ĄžųĘĘų┼õ▒ĒŻ¼┐╔«ŗ│÷╚ńłD7-29╦∙╩ŠĄ─PLC┐žųŲĄ─ė▓╝■ĮėŠĆłDĪŻ
łD7-29 PLCĄ─I/OĮėŠĆłD
5Ż«ŠÄīæ│╠ą“
Ė∙ō■(j©┤)Ēśą“åó/═Ż┐žųŲĄ─ę¬Ū¾Ż¼Ųõ╠▌ą╬łD╚ńłD7-30╦∙╩ŠĪŻ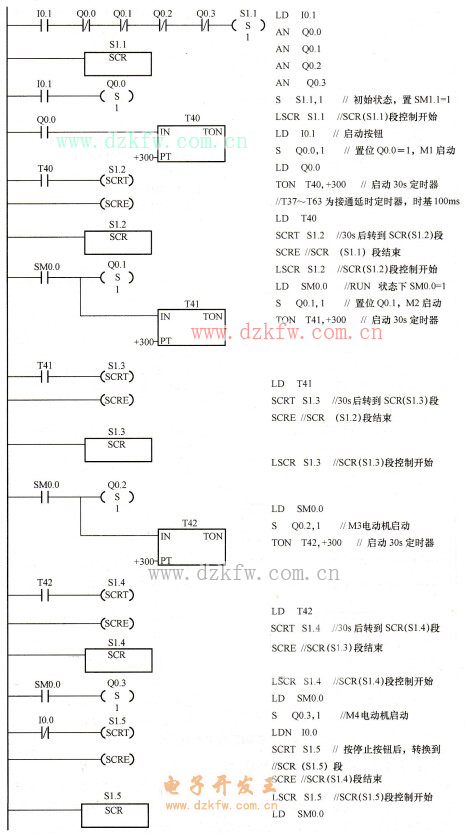

łD7-30 └¹ė├Ēśą“┐žųŲ└^ļŖŲ„┐žųŲ╦─┼_(t©ói)ļŖäė(d©░ng)ÖC(j©®)Ēśą“åó/═Ż┐žųŲ╠▌ą╬łD
╚²Īó└¹ė├ęŲ╬╗╝─┤µŲ„ųĖ┴ŅīŹ(sh©¬)¼F(xi©żn)Ēśą“åó/═Ż
ę¬Ū¾╦─┼_(t©ói)ļŖäė(d©░ng)ÖC(j©®)åóäė(d©░ng)Ą─Ēśą“?y©żn)ķM1Ī·M2Ī·M3Ī·M4Ż¼═Żų╣Ą─Ēśą“?y©żn)ķM4Ī·M3Ī·M2Ī·M1Ż¼Ųõ┐žųŲŠĆ┬ĘęŖłD7-28 (c)ĪŻę¬Ū¾Ēśą“åóäė(d©░ng)Ģr(sh©¬)Ą─Ģr(sh©¬)ķgķgĖ¶×ķ30sŻ¼Ēśą“═Żų╣Ą─Ģr(sh©¬)ķgķgĖ¶×ķ10sĪŻ▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē╚ń▒Ē7-4╦∙╩ŠŻ¼PLCĄ─I/OĮėŠĆłD╚ńłD7-29╦∙╩ŠŻ¼╦─┼_(t©ói)ļŖäė(d©░ng)ÖC(j©®)Ēśą“åóĪó═Ż└¹ė├ęŲ╬╗╝─┤µŲ„ųĖ┴ŅįO(sh©©)ėŗ(j©¼)╠▌ą╬łDŻ¼╚ńłD7-31╦∙╩ŠĪŻ
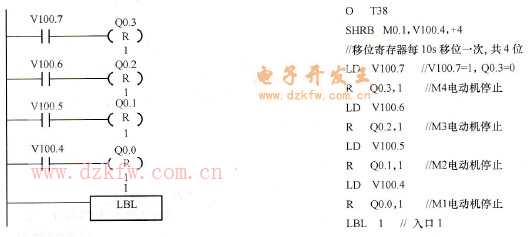
łD7-31 └¹ė├ęŲ╬╗╝─┤µŲ„┐žųŲ╦─┼_(t©ói)ļŖäė(d©░ng)ÖC(j©®)Ēśą“åó/═Ż┐žųŲ╠▌ą╬łD
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū