
直流電動機是輸出或輸人為直流電能的旋轉電動機,是能實現直流電能和機械能互換和轉換的電動機。直流電動機的調速性能很好,起動轉矩較大,特別是調速性能為交流電動機所不及。因此,在對電動機的調速性能和起動性能要求較高的生產機械上,大都使用直流電動機進行拖動。
一、直流電動機的工作原理
在圖7-41中,N、S為一對固定的磁極(一般是電磁鐵,也可以是永久磁鐵),兩磁鐵之間裝著一個可以轉動的鐵質圓柱體(電樞),圓柱體的表面上固定著一個線圈。當線圈中通入直流電流時,線圈受到電磁力的作用,如圖7-41 (a)所示,這一對電磁力形成了作用于電樞的一個電磁轉矩,轉矩的方向是逆時針方向。若電樞轉動,線圈邊的位置互換,如圖7-41 (b)所示,ab邊轉到下方,而線圈中通過的還是直流電流,此時產生的電磁轉矩方向變為順時針方向。因此,電樞受到的是一種方向交變的電磁轉矩,這種交變的電磁轉矩只能使電樞來回搖擺,而不能使它連續轉動。顯然,要使電樞受到一個方向不變的電磁轉矩,關鍵在于,當線圈處在不同極性的磁極下時,如何將流過線圈中的電流方向及時地加以轉換。為此,必須添加一個換向器,換向器由互相絕緣的銅質換向片構成,裝在電動機軸上,也和電樞絕緣,且和電樞一起旋轉。線圈邊a和線圈邊d分別接在換向器的兩個換向片上,換向器又與兩個固定不動的石墨制成的電刷A、B相接觸。安裝換向片后,若將直流電壓加于電刷端,直流電流經電刷流過電樞上的線圈,產生電磁轉矩,電樞在電磁轉矩的作用下就旋轉起來。電樞一經轉動,由于換向器配合電樞對電流的換向作用,直流電流交替地由線圈邊ab和cd流入,使線圈邊只要處于N極之下,其中通過電流的方向總是由電刷A流入的方向,而在S極下時,總是由電刷B流出的方向。由此保證了每個磁極下線圈邊中的電流始終是一個方向,就可以使電動機連續地旋轉。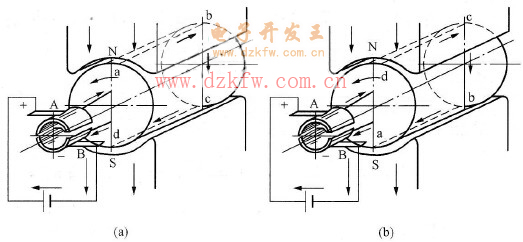
圖7-41 直流電動機的工作原理示意圖
(a)線圈受到電磁力作用;(b)線圈轉動
直流電動機按類型主要分為直流有刷電動機和直流無刷電動機,直流電動機的調速分為電樞控制法和勵磁控制法。相對于勵磁控制法,電樞控制法具有啟動平穩、能量損耗小、效率高和能在大范圍內實現無級調速等優點,因此現在大部分場合都采用調節電樞電壓的方法來實現直流電動機的調速。
二、直流電動機速度控制系統硬件設計
1.輸入/輸出信號分析
直流電動機速度控制系統的輸入信號有:控制直流電動機啟動和停止的按鈕各1個,共2路輸入信號,需2個輸入端子。
輸出信號:控制直流電動機運行速度的PWM值,需1個輸出端子。
2.PLC的輸入/輸出分配表
根據PLC的輸入/輸出信號分析情況,可以對PLC主機的輸入/輸出點數進行分配,結果如表7-9所示。
表7-9 直流電動機速度控制系統輸入/輸出分配表 序號 地址 名稱 功能說明 2路數字輸入信號 1 I0.0 啟動按鈕 控制直流電動機的啟動 2 I0.1 停止按鈕 控制直流電動機的停止 1路數字輸出信號 1 Q0.0 直流電動機 PWM輸出
3.PLC選型
根據表7-9所示的PLC主機的輸入/輸出分配表,參看第2章表2-1,本實例中可以選擇S7 - 200系列PLC中的CPU221作為控制主機。
4.硬件連接圖
根據輸入/輸出分配表,可以畫出如圖7 - 42所示的PLC主機的硬件接線圖。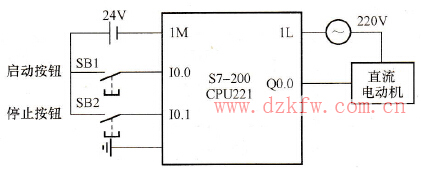
圖7-42 直流電動機速度控制系統PLC主機的硬件銜接線圖
三、直流電動機速度控制系統軟件設計
本實例中,直流電動機的詳細工作過程可描述如下:按下啟動按鈕,電動機開始運轉;電動機首先以慢速運轉40s,暫停4s后以中速運轉50s,再次暫停5s后以高速運轉60s,高速運轉60s后開始自由停車,直至停止運轉。若在工作過程中,按下停止按鈕,直流電動機就會停止工作。
根據對直流電動機工作過程的描述,可以設計出直流電動機速度控制系統的程序流程圖,如圖7-43所示。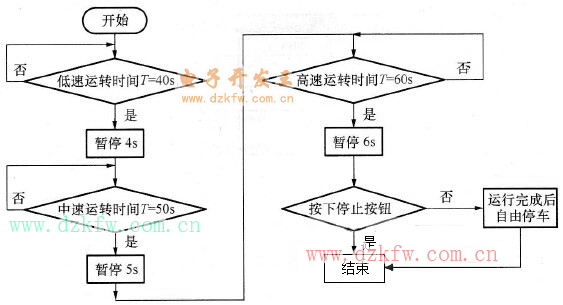
圖7-43 直流電動機速度控制系統的程序流程圖
根據系統的功能要求,可知應采用高速脈沖輸出指令PLS來控制脈沖輸出,輸出口Q0.0控制位SMB67設置為16:#D8(2#11011000),允許輸出,采用PWM模式,PWM同步更新,時間單位為ms,不允許更新PWM脈沖的周期值和脈沖寬度。在低速階段,輸出的PWM脈沖,周期為100ms,脈寬為30ms;在中速階段,輸出的PWM脈沖,周期為100ms,脈寬為50ms;在高速階段,輸出的PWM脈沖,周期為100ms,脈寬為80ms。直流電動機速度控制系統的PLC梯形圖以及語句表如圖7-44所示。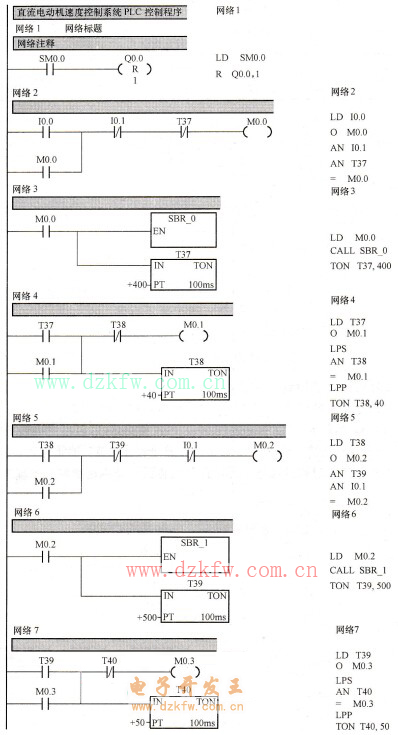

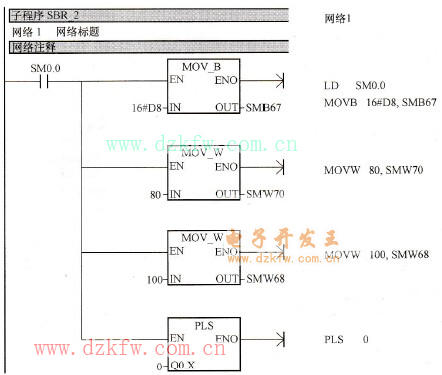
圖7-44 直流電動機速度控制系統的PLC梯形圖和語句表
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底