
ļSų°ļŖūė╝╝ąg(sh©┤)╠žäe╩ŪļŖūėėŗ(j©¼)╦ŃÖC(j©®)Ą─ÅVĘ║æ¬(y©®ng)ė├Ż¼ÖC(j©®)Ų„╚╦Ą─čąųŲęčĮø(j©®ng)│╔×ķĖ▀╝╝ąg(sh©┤)ŅI(l©½ng)ė“ā╚(n©©i)čĖ╦┘░l(f©Ī)š╣ŲüĒĄ─ę╗ķTą┬┼d╝╝ąg(sh©┤)Ż¼╦³Ė³╝ė┤┘▀M(j©¼n)┴╦ÖC(j©®)ąĄ╩ųĄ─░l(f©Ī)š╣Ż¼╩╣Ą├ÖC(j©®)ąĄ╩ų─▄Ė³║├ĄžīŹ(sh©¬)¼F(xi©żn)┼cÖC(j©®)ąĄ╗»║═ūįäė(d©░ng)╗»Ą─ėąÖC(j©®)ĮY(ji©”)║ŽĪŻÖC(j©®)ąĄ╩ų▓╗āHī”(du©¼)Łh(hu©ón)Š│▀mæ¬(y©®ng)ąįÅŖ(qi©óng)Īó─▄│ųŠ├Īó─═ä┌Īóäė(d©░ng)ū„£╩(zh©│n)┤_Īóņ`╗Ņąį║├Īó─▄║▄║├Ąž▀mæ¬(y©®ng)«a(ch©Żn)ŲĘĄ─▓╗öÓūā╗»Ż¼Č°Ūę╠ßĖ▀┴╦╣żū„ą¦┬╩Ż¼╣Ø(ji©”)╩Ī┴╦┤¾┴┐Ą─ä┌äė(d©░ng)┴”Ż¼ę“┤╦ÖC(j©®)ąĄ╩ųęčĮø(j©®ng)╩▄ĄĮ║▄ČÓ▓┐ķTĄ─ųžęĢŻ¼į┌╣żśI(y©©)╔·«a(ch©Żn)ųąĄ├ĄĮ┴╦ė·üĒė·ÅVĘ║Ą─æ¬(y©®ng)ė├ĪŻ▒Š╣Ø(ji©”)īóī”(du©¼)ÖC(j©®)ąĄ╩ųĄ─PLC┐žųŲ▀^│╠▀M(j©¼n)ąąįö╝Ü(x©¼)šf├„ĪŻ
ę╗Īó╣ż╦ć┴„│╠┼c▓┘ū„ĘĮ╩Į
łD8-1╦∙╩Š×ķ░ß▀\(y©┤n)ÖC(j©®)ąĄ╩ųĄ─╣żū„╩ŠęŌłDŻ¼įōÖC(j©®)ąĄ╩ų╩Ūę╗éĆ(g©©)╦«ŲĮ/┤╣ų▒╬╗ęŲĄ─ÖC(j©®)ąĄįO(sh©©)éõŻ¼▀\(y©┤n)äė(d©░ng)▀^│╠▓ó▓╗Å═(f©┤)ļsŻ¼ę╗╣▓ėą6éĆ(g©©)äė(d©░ng)ū„Ż¼Ęų×ķ3ĮMŻ¼╝┤╔Ž╔²/Ž┬ĮĄĪóū¾ęŲ/ėęęŲĪóŖAŠo/Ę┼╦╔ĪŻŲõ▓┘ū„╩Ūīó╣ż╝■Å─ū¾╣żū„┼_(t©ói)░ߥĮėę╣żū„┼_(t©ói)Ż¼ė╔ųžą┬ĮėĮ³ķ_ĻP(gu©Īn)üĒÖz£y(c©©)╣żū„┼_(t©ói)╔Žėąø]ėą╣ż╝■ĪŻ
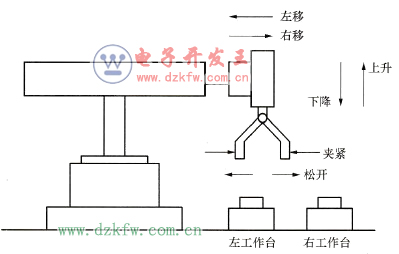
łD8-1 ░ß▀\(y©┤n)ÖC(j©®)ąĄ╩ų╣żū„Ģr(sh©¬)Ą─äė(d©░ng)ū„
ÖC(j©®)ąĄ╩ų═©│Ż╬╗ė┌įŁ³c(di©Żn)Ż¼╦∙ėąĄ─äė(d©░ng)ū„Š∙ė╔ÜŌĖū“ī(q©▒)äė(d©░ng)Ż¼Č°ÜŌĖūätė╔ŽÓæ¬(y©®ng)Ą─ļŖ┤┼ķy┐žųŲĪŻŲõųąŻ¼╔Ž╔²┼cŽ┬ĮĄĪóū¾ęŲ┼cėęęŲäė(d©░ng)ū„Š∙ė╔ļpŠĆ╚”Č■╬╗ļŖ┤┼ķy┐žųŲŻ¼╝┤«ö(d©Īng)Ž┬ĮĄļŖ┤┼ķy═©ļŖĢr(sh©¬)Ż¼ÖC(j©®)ąĄ╩ųŽ┬ĮĄŻ╗Ž┬ĮĄļŖ┤┼ķyöÓļŖĢr(sh©¬)Ż¼ÖC(j©®)ąĄ╩ų═Żų╣Ž┬ĮĄĪŻų╗ėą«ö(d©Īng)╔Ž╔²ļŖ┤┼ķy═©ļŖĢr(sh©¬)Ż¼ÖC(j©®)ąĄ╩ų▓┼╔Ž╔²ĪŻÖC(j©®)ąĄ╩ųĄ─ŖAŠo║═Ę┼╦╔ė╔ę╗éĆ(g©©)å╬ŠĆ╚”Č■╬╗ļŖ┤┼ķyŻ©ĘQ×ķŖAŠoļŖ┤┼ķyŻ®üĒ┐žųŲŻ¼ŠĆ╚”═©ļŖĢr(sh©¬)ŖAŠoŻ¼öÓļŖĢr(sh©¬)Ę┼╦╔ĪŻ
(1)ÖC(j©®)ąĄ╩ų╣ż╦ć┴„│╠ĪŻÖC(j©®)ąĄ╩ųĄ─äė(d©░ng)ū„Ēśą“║═Öz£y(c©©)į¬╝■Īół╠(zh©¬)ąąį¬╝■Ą─▓╝ų├╩ŠęŌłD╚ńłD8-2╦∙╩ŠĪŻÖC(j©®)ąĄ╩ųĄ─│§╩╝╬╗ų├═Żį┌įŁ³c(di©Żn)Ż¼░┤Ž┬åóäė(d©░ng)░┤Ōo║¾Ż¼Ž┬ĮĄļŖ┤┼ķy═©ļŖŻ¼ÖC(j©®)ąĄ╩ųŽ┬ĮĄŻ¼Ž┬ĮĄ▀^│╠ųąŻ¼┼÷ĄĮŽ┬Ž▐╬╗ķ_ĻP(gu©Īn)Ģr(sh©¬)Ż¼Ž┬ĮĄļŖ┤┼ķyöÓļŖŻ¼Ž┬ĮĄäė(d©░ng)ū„═Żų╣ĪŻ═¼Ģr(sh©¬)Įė═©ŖAŠoļŖ┤┼ķyŻ¼ÖC(j©®)ąĄ╩ųŖAŠo╣ż╝■Ż¼ŖAŠo║¾Ż¼╔Ž╔²ļŖ┤┼ķy═©ļŖŻ¼ÖC(j©®)ąĄ╩ų╔Ž╔²ĪŻ╔Ž╔²▀^│╠ųąŻ¼┼÷ĄĮ╔ŽŽ▐╬╗ķ_ĻP(gu©Īn)Ģr(sh©¬)Ż¼╔Ž╔²ļŖ┤┼ķyöÓļŖŻ¼╔Ž╔²▀^│╠═Żų╣ĪŻ═¼Ģr(sh©¬)Įė═©ėęęŲļŖ┤┼ķyŻ¼ÖC(j©®)ąĄ╩ųėęęŲĪŻėęęŲ▀^│╠ųąŻ¼┼÷ĄĮėęŽ▐╬╗ķ_ĻP(gu©Īn)Ģr(sh©¬)Ż¼ėęęŲļŖ┤┼ķyöÓļŖŻ¼ėęęŲ▀^│╠ĮY(ji©”)╩°ĪŻ╚ń╣¹┤╦Ģr(sh©¬)╣żū„┼_(t©ói)╔Žø]ėą╣ż╝■Ż¼ät╣ŌļŖķ_ĻP(gu©Īn)Įė═©Ż¼Ž┬ĮĄļŖ┤┼ķy═©ļŖŻ¼ÖC(j©®)ąĄ╩ųŽ┬ĮĄĪŻŽ┬ĮĄ▀^│╠ųąŻ¼┼÷ĄĮŽ┬Ž▐╬╗ķ_ĻP(gu©Īn)Ģr(sh©¬)Ż¼Ž┬ĮĄļŖ┤┼ķyöÓļŖŻ¼Ž┬ĮĄ▀^│╠ĮY(ji©”)╩°ĪŻ═¼Ģr(sh©¬)ŖAŠoļŖ┤┼ķyöÓļŖŻ¼ÖC(j©®)ąĄ╩ųĘ┼╦╔Ż¼į┌║Ž▀mĄ─╬╗ų├Ę┼Ž┬╣ż╝■ĪŻĘ┼═Ļ╣ż╝■║¾Ż¼╔Ž╔²ļŖ┤┼ķy═©ļŖŻ¼ÖC(j©®)ąĄ╩ų╔Ž╔²Ż¼╔Ž╔²▀^│╠ųąŻ¼┼÷ĄĮ╔ŽŽ▐╬╗ķ_ĻP(gu©Īn)Ģr(sh©¬)Ż¼╔Ž╔²ļŖ┤┼ķyöÓļŖŻ¼╔Ž╔²▀^│╠ĮY(ji©”)╩°ĪŻ═¼Ģr(sh©¬)Įė═©ū¾ęŲļŖ┤┼ķyŻ¼ÖC(j©®)ąĄ╩ųŽ“ū¾ęŲäė(d©░ng)Ż¼ų▒ĄĮ┼÷ĄĮū¾Ž▐╬╗ķ_ĻP(gu©Īn)║¾Ż¼ū¾ęŲļŖ┤┼ķyöÓļŖŻ¼ū¾ęŲ▀^│╠ĮY(ji©”)╩°Ż¼┤╦Ģr(sh©¬)ÖC(j©®)ąĄ╩ų╗žĄĮįŁ³c(di©Żn)ĪŻų┴┤╦Ż¼ÖC(j©®)ąĄ╩ų═Ļ│╔┴╦ę╗éĆ(g©©)ų▄Ų┌Ą─äė(d©░ng)ū„ĪŻ

łD8-2 ░ß▀\(y©┤n)ÖC(j©®)ąĄ╩ųĄ─äė(d©░ng)ū„Ēśą“║═Öz£y(c©©)į¬╝■Īół╠(zh©¬)ąąį¬╝■Ą─▓╝ć╠╩ŠęŌłD
×ķ▒ŻūC░▓╚½Ż¼«ö(d©Īng)ÖC(j©®)ąĄ╩ųėęęŲĄĮ╬╗£╩(zh©│n)éõŽ┬ĮĄĢr(sh©¬)Ż¼▒žĒÜ┤_▒Żėę╣żū„┼_(t©ói)╔Žø]ėą╣ż╝■Ģr(sh©¬)▓┼─▄Ž┬ĮĄŻ¼╚¶╔Žę╗┤╬░ߥĮėę╣żū„┼_(t©ói)╔ŽĄ─╣ż╝■╔ą╬┤ęŲū▀Ż¼ÖC(j©®)ąĄ╩ųæ¬(y©®ng)ūįäė(d©░ng)Ģ║Ģr(sh©¬)Ą╚┤²ĪŻ┐╔ęį╩╣ė├ę╗éĆ(g©©)╣ŌļŖķ_ĻP(gu©Īn)üĒÖz£y(c©©)ėę╣żū„┼_(t©ói)╔Žėą¤o╣ż╝■ĪŻ
(2)▓┘ū„ĘĮ╩ĮĪŻ░ß▀\(y©┤n)ÖC(j©®)ąĄ╩ųĄ─▓┘ū„ĘĮ╩Į┐╔╗»Ęų×ķ╩ųäė(d©░ng)▓┘ū„║═ūįäė(d©░ng)▓┘ū„ā╔ŅÉŻ¼ūįäė(d©░ng)▓┘ū„ėų┐╔▀M(j©¼n)ę╗▓ĮäØĘų×ķå╬▓ĮĪóå╬ų▄Ų┌ęį╝░▀B└m(x©┤)▓┘ū„ĪŻ
1)╩ųäė(d©░ng)▓┘ū„ĪŻ└¹ė├░┤Ōoī”(du©¼)ÖC(j©®)ąĄ╩ųĄ─├┐ę╗éĆ(g©©)äė(d©░ng)ū„å╬¬Ü(d©▓)▀M(j©¼n)ąą┐žųŲŻ¼└²╚ńŻ¼▀xō±ŖAŠo/Ę┼╦╔▀\(y©┤n)äė(d©░ng)Ģr(sh©¬)Ż¼░┤Ž┬åóäė(d©░ng)░┤ŌoŻ¼ÖC(j©®)ąĄ╩ųŖAŠoŻ╗░┤Ž┬═Żų╣░┤ŌoŻ¼ÖC(j©®)ąĄ╩ųĘ┼╦╔ĪŻ╔ŽŽ┬▀\(y©┤n)äė(d©░ng)Ģr(sh©¬)Ż¼░┤Ž┬Ī░Ž┬ĮĄĪ▒░┤ŌoŻ¼ÖC(j©®)ąĄ╩ųŽ┬ĮĄŻ¼░┤Ī░╔Ž╔²Ī▒░┤ŌoŻ¼ÖC(j©®)ąĄ╩ų╔Ž╔²ĪŻ
2)å╬▓Į▓┘ū„ĪŻ├┐░┤ę╗Ž┬åóäė(d©░ng)░┤ŌoŻ¼ÖC(j©®)ąĄ╩ų═Ļ│╔ę╗▓ĮĄ─äė(d©░ng)ū„║¾ūįäė(d©░ng)═Żų╣ĪŻ
3)å╬ų▄Ų┌▓┘ū„ĪŻ░┤Ž┬åóäė(d©░ng)░┤ŌoŻ¼Å─įŁ³c(di©Żn)ķ_╩╝Ż¼ÖC(j©®)ąĄ╩ųūįäė(d©░ng)═Ļ│╔ę╗éĆ(g©©)ų▄Ų┌Ą─äė(d©░ng)ū„Ż¼ĘĄ╗žįŁ³c(di©Żn)║¾═Żų╣ĪŻ
4)▀B└m(x©┤)▓┘ū„ĪŻÖC(j©®)ąĄ╩ųÅ─įŁ³c(di©Żn)ķ_╩╝Ż¼├┐░┤ę╗┤╬åóäė(d©░ng)░┤ŌoŻ¼ÖC(j©®)ąĄ╩ųīó░┤╣żą“ūįäė(d©░ng)Ę┤Å═(f©┤)▀B└m(x©┤)裣h(hu©ón)╣żū„Ż¼ų▒ĄĮ░┤Ž┬═Żų╣░┤ŌoŻ¼ÖC(j©®)ąĄ╩ųūįäė(d©░ng)═ŻÖC(j©®)ĪŻ
Č■Īóė▓╝■įO(sh©©)ėŗ(j©¼)
(1)▓┘ū„├µ░ÕįO(sh©©)ėŗ(j©¼)ĪŻĖ∙ō■(j©┤)ęį╔Ž┐žųŲę¬Ū¾ęį╝░▓┘ū„ĘĮ╩ĮŻ¼┐╔įO(sh©©)ėŗ(j©¼)╚ńłD8-3╦∙╩ŠĄ─▓┘ū„┼_(t©ói)├µ░Õ▓╝ų├╩ŠęŌłDĪŻ

łD8-3 ▓┘ū„┼_(t©ói)├µ░Õ▓╝ų├╩ŠęŌłD
(2)▌ö╚ļĪó▌ö│÷ą┼╠¢(h©żo)Ęų╬÷ĪŻ▌ö╚ļą┼╠¢(h©żo)╩ŪīóÖC(j©®)ąĄ╩ųĄ─╣żū„ĀŅæB(t©żi)║═▓┘ū„ą┼Žó╠ß╣®ĮoPLCŻ¼PLCĄ─▌ö╚ļą┼╠¢(h©żo)╣▓ėą18éĆ(g©©)▌ö╚ļą┼╠¢(h©żo)³c(di©Żn)Ż¼ąĶš╝ė├18éĆ(g©©)▌ö╚ļČ╦ūėĪŻŠ▀¾wĘų┼õ╚ńŽ┬Ż║Ī░▓┘ū„ĘĮ╩ĮĪ▒▀xō±ķ_ĻP(gu©Īn)ėą╩ųäė(d©░ng)Īóå╬▓ĮĪóå╬ų▄Ų┌║═▀B└m(x©┤)4ĘN╣żū„ĘĮ╩ĮŻ¼ąĶę¬4éĆ(g©©)▌ö╚ļČ╦ūėŻ╗╩ųäė(d©░ng)▓┘ū„Ģr(sh©¬)Ż¼ąĶꬎ┬ĮĄĪó╔Ž╔²ĪóėęęŲĪóū¾ęŲĪóŖAŠoĪóĘ┼╦╔Īó╗žįŁ³c(di©Żn)7éĆ(g©©)░┤ŌoŻ¼ąĶę¬7éĆ(g©©)▌ö╚ļČ╦ūėŻ╗ūįäė(d©░ng)╣żū„Ģr(sh©¬)Ż¼ąĶę¬åóäė(d©░ng)░┤ŌoĪó═Żų╣░┤ŌoŻ¼ąĶę¬ė├2éĆ(g©©)▌ö╚ļČ╦ūėŻ╗╬╗ų├Öz£y(c©©)ą┼╠¢(h©żo)ėą╔ŽŽ▐ĪóŽ┬Ž▐Īóū¾Ž▐ĪóėęŽ▐4éĆ(g©©)ąą│╠ķ_ĻP(gu©Īn)Ż¼ąĶę¬4éĆ(g©©)▌ö╚ļČ╦ūėŻ╗Ī░¤o╣ż╝■Ī▒Öz£y(c©©)ą┼╠¢(h©żo)▓╔ė├╣ŌļŖķ_ĻP(gu©Īn)ū„Öz£y(c©©)į¬╝■Ż¼ąĶę¬1éĆ(g©©)▌ö╚ļČ╦ūėĪŻ┐éėŗ(j©¼)ąĶę¬18éĆ(g©©)▌ö╚ļČ╦ūėĪŻ
▌ö│÷ą┼╠¢(h©żo)ė├üĒ┐žųŲÖC(j©®)ąĄ╩ųĄ─╔Ž╔²ĪóŽ┬ĮĄĪóū¾ęŲĪóėęęŲ║═ŖAŠo5éĆ(g©©)ļŖ┤┼ķyŠĆ╚”Ż¼ąĶę¬5éĆ(g©©)▌ö│÷³c(di©Żn)Ż╗┤╦═ŌŻ¼ÖC(j©®)ąĄ╩ųÅ─įŁ³c(di©Żn)ķ_╩╝╣żū„Ż¼ąĶę¬1éĆ(g©©)įŁ³c(di©Żn)ųĖ╩Š¤¶Ż¼ę¬š╝ė├1éĆ(g©©)▌ö│÷Č╦ūėĪŻ╦∙ęįŻ¼╣▓ąĶę¬6éĆ(g©©)▌ö│÷Č╦ūėĪŻ
(3) PLCĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒĪŻĖ∙ō■(j©┤)ī”(du©¼)ÖC(j©®)ąĄ╩ųĄ─▌ö╚ļ/▌ö│÷ą┼╠¢(h©żo)Ą─Ęų╬÷Ż¼┐╔ŠÄīæ╚ń▒Ē8-1╦∙╩ŠĄ─PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒĪŻ
▒Ē8-1 PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē
|
ą“╠¢(h©żo) |
ĄžųĘ |
├¹ĘQ |
╣”─▄šf├„ |
|
18┬ĘöĄ(sh©┤)ūų▌ö╚ļą┼╠¢(h©żo) | |||
|
1 |
I0.0 |
░┤Ōo |
åóäė(d©░ng)ÖC(j©®)ąĄ╩ųäė(d©░ng)ū„ |
|
2 |
I0.1 |
Ž▐╬╗ķ_ĻP(gu©Īn) |
ųĖ╩ŠÖC(j©®)ąĄ╩ųĄ─▀\(y©┤n)äė(d©░ng)Ž┬Ž▐ |
|
3 |
I0.2 |
Ž▐╬╗ķ_ĻP(gu©Īn) |
ųĖ╩ŠÖC(j©®)ąĄ╩ųĄ─▀\(y©┤n)äė(d©░ng)╔ŽŽ▐ |
|
4 |
I0.3 |
Ž▐╬╗ķ_ĻP(gu©Īn) |
ųĖ╩ŠÖC(j©®)ąĄ╩ųĄ─ėęęŲ▀\(y©┤n)äė(d©░ng)śOŽ▐ |
|
5 |
I0.4 |
Ž▐╬╗ķ_ĻP(gu©Īn) |
ųĖ╩ŠÖC(j©®)ąĄ╩ųĄ─ū¾ęŲ▀\(y©┤n)äė(d©░ng)śOŽ▐ |
|
6 |
I0.5 |
╣ŌļŖķ_ĻP(gu©Īn) |
Öz£y(c©©)╣żū„┼_(t©ói)╔Žėą¤o╣ż╝■ |
|
7 |
I0.6 |
░┤Ōo |
═Żų╣ÖC(j©®)ąĄ╩ų╣żū„ |
|
8 |
I0.7 |
▀xō±ķ_ĻP(gu©Īn) |
╩ųäė(d©░ng)▓┘ū„ĘĮ╩Į▀xō±ķ_ĻP(gu©Īn) |
|
9 |
I1.0 |
▀xō±ķ_ĻP(gu©Īn) |
å╬▓Į▓┘ū„ĘĮ╩Į▀xō±ķ_ĻP(gu©Īn) |
|
10 |
I1.1 |
▀xō±ķ_ĻP(gu©Īn) |
å╬ų▄Ų┌▓┘ū„ĘĮ╩Į▀xō±ķ_ĻP(gu©Īn) |
|
11 |
I1.2 |
▀xō±ķ_ĻP(gu©Īn) |
▀B└m(x©┤)▓┘ū„ĘĮ╩Į▀xō±ķ_ĻP(gu©Īn) |
|
12 |
I1.3 |
░┤Ōo |
▀xō±Ž┬ĮĄ▀\(y©┤n)äė(d©░ng) |
|
13 |
I1.4 |
░┤Ōo |
▀xō±╔Ž╔²▀\(y©┤n)äė(d©░ng) |
|
14 |
I1.5 |
░┤Ōo |
▀xō±ėęęŲ |
|
15 |
I1.6 |
░┤Ōo |
▀xō±ū¾ęŲ |
|
16 |
I1.7 |
░┤Ōo |
▀xō±ŖAŠoäė(d©░ng)ū„ |
|
17 |
I1.8 |
░┤Ōo |
▀xō±Ę┼╦╔äė(d©░ng)ū„ |
|
18 |
I1.9 |
░┤Ōo |
Å═(f©┤)╬╗░┤ŌoŻ¼╩╣ÖC(j©®)ąĄ╩ųÅ═(f©┤)╬╗ |
|
6┬ĘöĄ(sh©┤)ūų▌ö│÷ą┼╠¢(h©żo) | |||
|
1 |
Q0.0 |
ļŖ┤┼ķy |
┐žųŲÖC(j©®)ąĄ╩ųĄ─Ž┬ĮĄęŲäė(d©░ng) |
|
2 |
Q0.0 |
ļŖ┤┼ķy |
┐žųŲÖC(j©®)ąĄ╩ųĄ─ŖAŠoäė(d©░ng)ū„ |
|
3 |
Q0.2 |
ļŖ┤┼ķy |
┐žųŲÖC(j©®)ąĄ╩ųĄ─╔Ž╔²ęŲäė(d©░ng) |
|
4 |
Q0.3 |
ļŖ┤┼ķy |
┐žųŲÖC(j©®)ąĄ╩ųŽ“ėęęŲäė(d©░ng) |
|
ĪĪ 5 |
Q0.4 |
ļŖ┤┼ķy |
┐žųŲÖC(j©®)ąĄ╩ųŽ“ū¾ęŲäė(d©░ng) |
|
6 |
Q0.5 |
ųĖ╩Š¤¶ |
ųĖ╩ŠÖC(j©®)ąĄ╩ų╩Ūʱ╗žĄĮįŁ³c(di©Żn) |
(4) PLC▀xą═ĪŻĖ∙ō■(j©┤)▒Ē8-1╦∙╩ŠĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒŻ¼ģó┐┤Ą┌2š┬ųąĄ─▒Ē2-1Ż¼▒ŠīŹ(sh©¬)└²ųąPLC▀xė├╬„ķTūė╣½╦Š╔·«a(ch©Żn)Ą─S7-200ŽĄ┴ąPLCųąĄ─CPU226Ż¼S7-200 CPU226╣▓ėą24éĆ(g©©)▌ö╚ļČ╦ūėŻ¼16éĆ(g©©)▌ö│÷Č╦ūėŻ¼▓╔ė├└^ļŖŲ„▌ö│÷ą═Ż¼═Ļ╚½┐╔ęįØMūŃ▒ŠīŹ(sh©¬)└²Ą─┐žųŲąĶŪ¾ĪŻ
(5) PLCė▓╝■ĮėŠĆłDĪŻĖ∙ō■(j©┤)Ū░╩÷Ą─▌ö╚ļ/▌ö│÷ą┼╠¢(h©żo)Ęų╬÷Ż¼┐╔įO(sh©©)ėŗ(j©¼)╚ńłD8-4╦∙╩ŠĄ─PLCĄ─▌ö╚ļ/▌ö│÷ĮėŠĆłDĪŻ
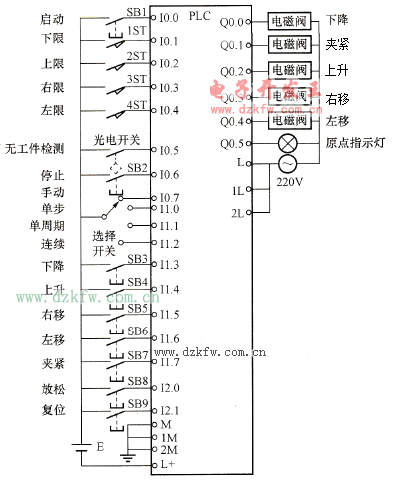
łD8-4 PLC┐žųŲĄ─ÖC(j©®)ąĄ╩ųĄ─═Ō▓┐ĮėŠĆłD
╚²ĪóPLC┐žųŲŽĄĮy(t©»ng)│╠ą“įO(sh©©)ėŗ(j©¼)
×ķ┴╦▒Ńė┌ŠÄ│╠Ż¼į┌įO(sh©©)ėŗ(j©¼)▄ø╝■Ģr(sh©¬)│Żīó╣½ė├│╠ą“Īó╩ųäė(d©░ng)│╠ą“║═ūįäė(d©░ng)│╠ą“ĘųäeŠÄ│÷ŽÓī”(du©¼)¬Ü(d©▓)┴óĄ─│╠ą“Č╬Ż¼į┘ė├Śl╝■╠°▐D(zhu©Żn)ųĖ┴Ņ▀M(j©¼n)ąą▀xō±ĪŻ░ß▀\(y©┤n)ÖC(j©®)ąĄ╩ųĄ─┐žųŲŽĄĮy(t©»ng)│╠ą“ĮY(ji©”)śŗ(g©░u)┐“łD╚ńłD8-5╦∙╩ŠĪŻŽĄĮy(t©»ng)▀\(y©┤n)ąąĢr(sh©¬)╩ūŽ╚ł╠(zh©¬)ąą╣½ė├│╠ą“Ż¼╚╗║¾«ö(d©Īng)▀xō±╩ųäė(d©░ng)╣żū„ĘĮ╩ĮĢr(sh©¬)Ż¼I0.7Įė═©▓ó╠°▐D(zhu©Żn)ų┴╩ųäė(d©░ng)│╠ą“ł╠(zh©¬)ąąŻ╗«ö(d©Īng)▀xō±ūįäė(d©░ng)╣żū„ĘĮ╩ĮŻ¼╚╗║¾«ö(d©Īng)▀xō±╩ųäė(d©░ng)╣żū„ĘĮ╩ĮĢr(sh©¬)Ż¼I0.7Įė═©▓ó╠°▐D(zhu©Żn)ų┴╩ųäė(d©░ng)│╠ą“ł╠(zh©¬)ąąŻ╗«ö(d©Īng)▀xō±ūįäė(d©░ng)╣żū„ĘĮ╩ĮŻ©å╬▓ĮĪóå╬ų▄Ų┌Īó▀B└m(x©┤)Ż®Ģr(sh©¬)Ż¼I1.0ĪóI1.1╗“I1.2Įė═©ät╠°▐D(zhu©Żn)ų┴ūįäė(d©░ng)│╠ą“ł╠(zh©¬)ąąĪŻ
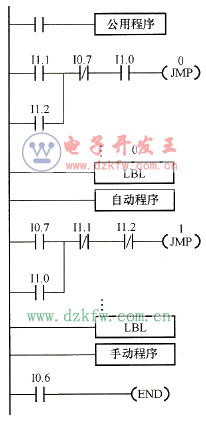
łD8-5 ┐žųŲŽĄĮy(t©»ng)│╠ą“ĮY(ji©”)śŗ(g©░u)┐“łD
(1)╣½ė├│╠ą“ĪŻ╣½ė├│╠ą“ė├ė┌╠Ä└ĒĖ„ĘN╣żū„ĘĮ╩ĮČ╝ꬳ╠(zh©¬)ąąĄ─╚╬äš(w©┤)Ż¼ęį╝░▓╗═¼Ą─╣żū„ĘĮ╩Įų«ķgŽÓ╗źŪąōQĄ─╠Ä└ĒŻ¼╣½ė├│╠ą“╚ńłD8-6╦∙╩ŠĪŻ

łD8-6 ╣½ė├│╠ą“
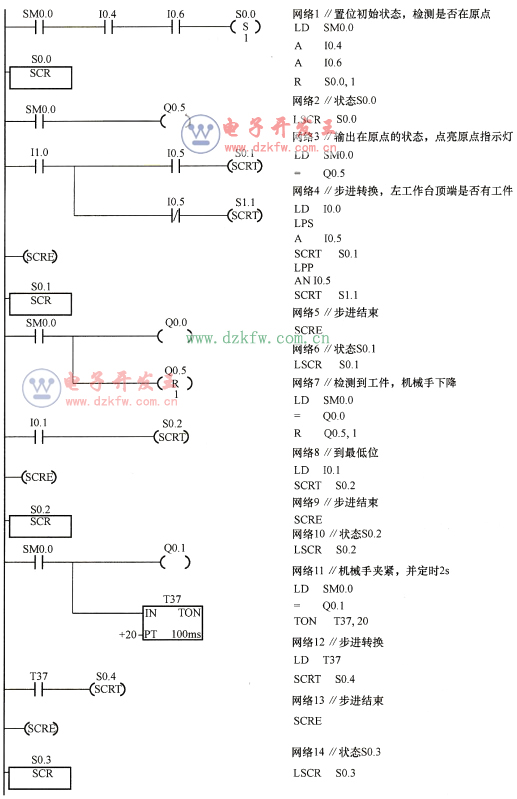
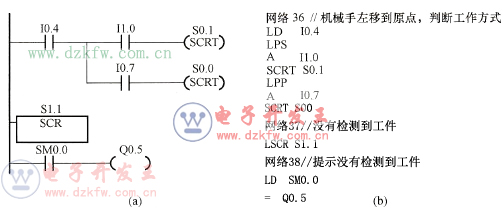
ū¾Ž▐╬╗ķ_ĻP(gu©Īn)I0.4Īó╔ŽŽ▐╬╗ķ_ĻP(gu©Īn)I0.2Ą─äė(d©░ng)║Žė|³c(di©Żn)║═▒Ē╩ŠÖC(j©®)ąĄ╩ųŖAŠoĄ─Q0.1Ą─äė(d©░ng)öÓė|³c(di©Żn)Ą─┤«┬ō(li©ón)ļŖ┬ĘĮė═©Ģr(sh©¬)Ż¼Ī░įŁ³c(di©Żn)Śl╝■Ī▒S0.0ūā?y©Łu)ķONĪŻ«ö(d©Īng)ÖC(j©®)ąĄ╩ų╠Äė┌įŁ³c(di©Żn)ĀŅæB(t©żi)(S0.0×ķON)Ż¼į┌ķ_╩╝ł╠(zh©¬)ąąė├æ¶│╠ą“(SM0.1×ķON)ĪóŽĄĮy(t©»ng)╠Äė┌╩ųäė(d©░ng)ĀŅæB(t©żi)╗“ūįäė(d©░ng)╗žįŁ³c(di©Żn)ĀŅæB(t©żi)(I0.7╗“I2.1×ķON)Ģr(sh©¬)Ż¼│§╩╝▓Įī”(du©¼)æ¬(y©®ng)Ą─M0.0īó▒╗ų├╬╗Ż¼×ķ▀M(j©¼n)╚ļå╬▓ĮĪóå╬ų▄Ų┌║═▀B└m(x©┤)╣żū„ĘĮ╩Įū÷║├£╩(zh©│n)éõĪŻ╚ń╣¹┤╦Ģr(sh©¬)S0.0×ķOFFĀŅæB(t©żi)Ż¼M0.0īó▒╗Å═(f©┤)╬╗Ż¼│§╩╝▓Į×ķ▓╗╗Ņäė(d©░ng)▓ĮŻ¼░┤Ž┬åóäė(d©░ng)░┤Ōoę▓▓╗─▄▀M(j©¼n)╚ļ▓ĮM2.0Ż¼ŽĄĮy(t©»ng)▓╗─▄į┌å╬▓ĮĪóå╬ų▄Ų┌║═▀B└m(x©┤)╣żū„ĘĮ╩ĮŽ┬╣żū„ĪŻ
(2)╩ųäė(d©░ng)│╠ą“ĪŻ╩ųäė(d©░ng)▓┘ū„▓╗ąĶę¬░┤╣żą“Ēśą“äė(d©░ng)ū„Ż¼╦∙ęį┐╔░┤Ųš═©└^ļŖŲ„│╠ą“üĒįO(sh©©)ėŗ(j©¼)ĪŻ╩ųäė(d©░ng)▓┘ū„Ą─╠▌ą╬łD╚ńłD8-7╦∙╩ŠĪŻ╩ųäė(d©░ng)░┤ŌoI0.7ĪóI1.3Ī½I(xi©żn)2.1Ęųäe┐žųŲŽ┬ĮĄĪó╔Ž╔²ĪóėęęŲĪóū¾ęŲĪóŖAŠoĪóĘ┼╦╔║═╗žįŁ³c(di©Żn)Ė„éĆ(g©©)äė(d©░ng)ū„ĪŻ×ķ┴╦▒ŻūCŽĄĮy(t©»ng)Ą─░▓╚½▀\(y©┤n)ąąįO(sh©©)ų├┴╦ę╗ą®▒žę¬Ą─▀BµiĪŻŲõųąį┌ū¾ęŲäė(d©░ng)ĪóėęęŲäė(d©░ng)Ą─╠▌ą╬łDųą╝ė╚ļ┴╦I0.2ū„×ķ╔ŽŽ▐▀BµiŻ¼ę“?y©żn)ķÖC(j©®)ąĄ╩ųų╗ėą╠Äė┌╔ŽŽ▐╬╗ų├Ģr(sh©¬)Ż¼▓┼į╩įSū¾ėęęŲäė(d©░ng)ĪŻ
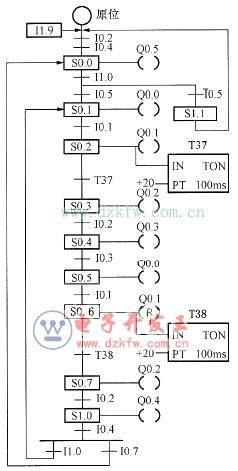
(3)ūįäė(d©░ng)▓┘ū„┴„│╠łDĪŻė╔ė┌ūįäė(d©░ng)▓┘ū„Ą─äė(d©░ng)ū„▌^Å═(f©┤)ļsŻ¼┐╔Ž╚«ŗ│÷ūįäė(d©░ng)▓┘ū„┴„│╠łDŻ¼╚ńłD8-8╦∙╩ŠŻ¼ė├ė┌▒Ē├„äė(d©░ng)ū„Ą─Ēśą“║═▐D(zhu©Żn)ōQŚl╝■Ż¼╚╗║¾į┘Ė∙ō■(j©┤)╦∙▓╔ė├Ą─┐žųŲĘĮĘ©įO(sh©©)ėŗ(j©¼)│╠ą“ĪŻŠžą╬┐“▒Ē╩ŠĪ░╣ż▓ĮĪ▒Ż¼ŽÓÓÅā╔╣ż▓Įė├ėąŽ“ŠĆČ╬▀BĮėŻ¼▒Ē├„▐D(zhu©Żn)ōQĄ─ĘĮŽ“ĪŻąĪÖMŠĆ▒Ē╩Š▐D(zhu©Żn)ōQĄ─Śl╝■Ż¼╚ń▐D(zhu©Żn)ōQŚl╝■Ą├ĄĮØMūŃŻ¼ät│╠ą“Å─╔Žę╗╣ż▓Į▐D(zhu©Żn)ĄĮŽ┬ę╗╣ż▓ĮŻ¼▓Į▀M(j©¼n)┐žųŲįŁ└Ē╚ńłD8-9╦∙╩ŠĪŻ
(4)ūįäė(d©░ng)│╠ą“įO(sh©©)ėŗ(j©¼)ĪŻĖ∙ō■(j©┤)ūįäė(d©░ng)▓┘ū„┴„│╠Š═┐╔ęį«ŗ│÷ūįäė(d©░ng)┐žųŲ│╠ą“Ą─╠▌ą╬łDŻ¼╚ńłD8-10╦∙╩ŠĪŻ
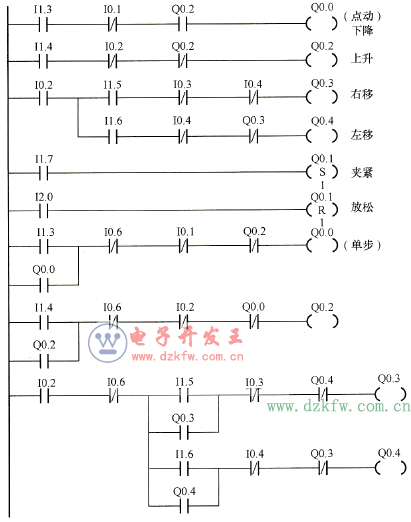
łD8-7 ╩ųäė(d©░ng)▓┘ū„Ą─╠▌ą╬łD
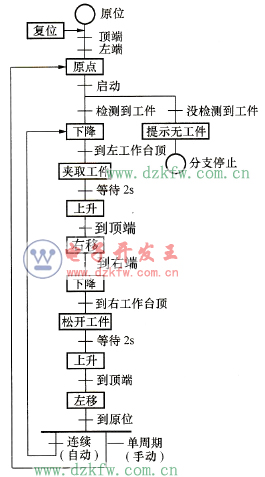
łD8-8 ūįäė(d©░ng)▓┘ū„┴„│╠łD
łD8-9 ▓Į▀M(j©¼n)┐žųŲįŁ└ĒłD

łD8-10 ūįäė(d©░ng)┐žųŲĘĮ╩Į╠▌ą╬łD
(a)╠▌ą╬łDŻ╗(b)šZŠõ▒Ē
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū