
ļSų°╣żśI(y©©)ūįäė(d©░ng)╗»Ą─Ųš╝░║═░l(f©Ī)š╣Ż¼ÖC(j©®)ąĄųŲįņśI(y©©)ī”(du©¼)ė┌ÖC(j©®)┤▓Ą─ę¬Ū¾įĮüĒ(l©ói)įĮĖ▀Ż¼ļSų«│÷¼F(xi©żn)┴╦ęį£p╔┘ä┌äė(d©░ng)┴”Īó╠ßĖ▀╣żū„ą¦┬╩×ķ─┐Ą─Ą─ą┬ą═ÖC(j©®)┤▓╝ė╣żųąą─ĪŻ╝ė╣żųąą─╩ŪĄõą═Ą─╝»Ė▀ą┬╝╝ąg(sh©┤)ė┌ę╗¾wĄ─ÖC(j©®)ąĄ╝ė╣żįO(sh©©)éõŻ¼╩ŪØMūŃ¼F(xi©żn)┤·ųŲįņśI(y©©)Ą─Ė▀┐Ų╝╝ÖC(j©®)┤▓Ż¼ų„ę¬ė├ė┌╝ė╣żĖ³ōQŅlĘ▒╝░Å═(f©┤)ļsĪóŠ½Č╚ę¬Ū¾▌^Ė▀Ą─┴Ń╝■Ż¼╦³Ą─░l(f©Ī)š╣┤·▒Ē┴╦ę╗éĆ(g©©)ć°(gu©«)╝ęįO(sh©©)ėŗ(j©¼)║═ųŲįņśI(y©©)Ą─╦«ŲĮŻ¼ęč│╔×ķ¼F(xi©żn)┤·ÖC(j©®)┤▓░l(f©Ī)š╣Ą─ų„┴„ĘĮŽ“ĪŻ┼cŲš═©öĄ(sh©┤)┐žÖC(j©®)┤▓ŽÓ▒╚Ż¼╝ė╣żųąą─Š▀ėąūįäė(d©░ng)ōQĄČčbų├Ż¼─▄ūįäė(d©░ng)Ė³ōQĄČŠ▀Ż¼į┌ę╗┤╬čb┐©ųą═Ļ│╔ŃŖĪóńMĪóŃ@ĪóöU(ku©░)ĪóŃqĪó╣źĮzĄ╚Ż¼╣żą“Ė▀Č╚╝»ųąŻ¼Ųõ╝ė╣żą¦┬╩║═Š½Č╚Š∙Ė▀ė┌Ųš═©ÖC(j©®)┤▓ĪŻé„Įy(t©»ng)ÖC(j©®)┤▓ų„ę¬▓╔ė├└^ļŖŲ„ę╗Įėė|Ų„▀M(j©¼n)ąą┐žųŲŻ¼╣╩šŽ┬╩Ė▀Īó┐╔┐┐ąį▓ŅĪóŠSą▐╣żū„┴┐┤¾Ż¼▓╔ė├PLC┐žųŲŽĄĮy(t©»ng)┐╔ęį║▄║├ĄžĮŌøQ╔Ž╩÷å¢(w©©n)Ņ}ĪŻ▒ŠīŹ(sh©¬)└²īóėæšōP(y©óng)LCį┌╝ė╣żųąą─▀\(y©┤n)äė(d©░ng)┐žųŲųąĄ─æ¬(y©®ng)ė├ĪŻ
ę╗Īó╝ė╣żųąą─Ė┼╩÷
╝ė╣żųąą─Ą─╩ŠęŌłD╚ńłD8-11╦∙╩ŠŻ¼łDųąū¾╔Žé╚(c©©)×ķįō╝ė╣żųąą─╩╣ė├Ą─ĄČÄņ(k©┤)Ż¼ŲõųąŻ¼T1ĪóT2ĪóT3×ķŃ@Ņ^Ż¼īŹ(sh©¬)¼F(xi©żn)Ń@Ž„╣”─▄Ż╗T4ĪóT5ĪóT6×ķŃŖĄČŻ¼īŹ(sh©¬)¼F(xi©żn)ŃŖŽ„╣”─▄ĪŻ╝ė╣żųąą─ėą╚²éĆ(g©©)ū°ś╦(bi©Īo)▌SŻ║X▌SĪóY▌SĪóZ▌SŻ¼Ęųäeė╔╚²éĆ(g©©)╦┼Ę■ļŖäė(d©░ng)ÖC(j©®)┐žųŲŻ¼īŹ(sh©¬)¼F(xi©żn)╝ė╣żųąą─Ą─ū¾ėęĪóŪ░║¾║═╔ŽŽ┬▀\(y©┤n)äė(d©░ng)Ż¼═¼Ģr(sh©¬)Ż¼į┌X▌SĘĮŽ“░▓čbėąÖz£y(c©©)╣żū„┼_(t©ói)ū¾ėę▀\(y©┤n)äė(d©░ng)śOŽ▐╬╗ų├Ą─ā╔éĆ(g©©)Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn)Ż¼į┌Y▌SĘĮŽ“░▓čbėąÖz£y(c©©)╣żū„┼_(t©ói)Ū░║¾▀\(y©┤n)äė(d©░ng)śOŽ▐╬╗ų├Ą─ā╔éĆ(g©©)Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn)Ż¼į┌Z▌SĘĮŽ“░▓čbėąÖz£y(c©©)╣żū„┼_(t©ói)╔ŽŽ┬▀\(y©┤n)äė(d©░ng)śOŽ▐╬╗ų├Ą─ā╔éĆ(g©©)Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn)ĪŻ┤╦═ŌŻ¼įō╝ė╣żųąą─▀ĆėąųĖ╩Š▀\(y©┤n)äė(d©░ng)Ą─▀\(y©┤n)äė(d©░ng)ųĖ╩Š¤¶ęį╝░ųĖ╩Š╚²éĆ(g©©)▌SŽ“▀\(y©┤n)äė(d©░ng)Ą─ųĖ╩Š¤¶Ż¼X¤¶ĪóY¤¶║═Z¤¶Ż¼ęį╝░┐žųŲ╝ė╣żųąą─▀\(y©┤n)äė(d©░ng)Ą─▀\(y©┤n)ąą┐žųŲ░┤ŌoĪŻ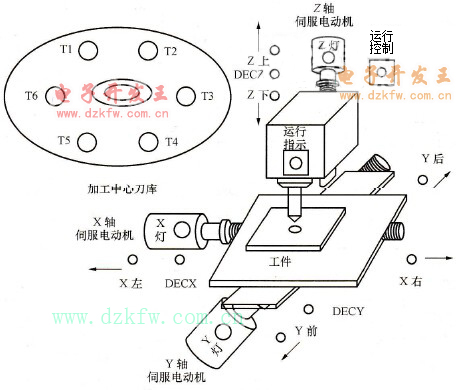
łD8-11 ╝ė╣żųąą─╩ŠęŌłD
Č■Īó┐žųŲŽĄĮy(t©»ng)ė▓╝■įO(sh©©)ėŗ(j©¼)
1Ż«ŽĄĮy(t©»ng)▌ö╚ļ/▌ö│÷ą┼╠¢(h©żo)Ęų╬÷
PLCĄ─▌ö╚ļą┼╠¢(h©żo)╣▓ėą10┬ĘŻ¼ąĶš╝ė├10éĆ(g©©)▌ö╚ļČ╦ūėŻ¼Š▀¾wĘų┼õ╚ńŽ┬Ż║┐žųŲ╝ė╣żųąą─▀\(y©┤n)ąąĄ─åóäė(d©░ng)░┤ŌoŻ¼ąĶ1┬Ę▌ö╚ļą┼╠¢(h©żo)Ż╗┐žųŲ╝ė╣żųąą─ĘųäečžX▌SĪóY▌S║═Z▌S▀\(y©┤n)äė(d©░ng)Ą─3éĆ(g©©)░┤ŌoŻ¼ąĶ3┬Ę▌ö╚ļą┼╠¢(h©żo)Ż╗ųĖ╩ŠX▌SĘĮŽ“ū¾ėę▀\(y©┤n)äė(d©░ng)śOŽ▐Ą─2éĆ(g©©)Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn)Ż¼ųĖ╩ŠY▌SŪ░║¾▀\(y©┤n)äė(d©░ng)śOŽ▐Ą─2éĆ(g©©)Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn)Ż¼ųĖ╩ŠZ▌SĘĮŽ“╔ŽŽ┬▀\(y©┤n)äė(d©░ng)śOŽ▐Ą─2éĆ(g©©)Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn)ĪŻ
PLCĄ─▌ö│÷ą┼╠¢(h©żo)╣▓ėą13┬ĘŻ¼ąĶę¬13éĆ(g©©)▌ö│÷Č╦ūėŻ¼Š▀¾w├Ķ╩÷╚ńŽ┬Ż║ųĖ╩Š╝ė╣żųąą─š²│Ż▀\(y©┤n)ąąĄ─ųĖ╩Š¤¶Ż¼Įė1éĆ(g©©)▌ö│÷Č╦ūėŻ╗┐žųŲ╚²éĆ(g©©)Ń@Ņ^T1 - T3▀\(y©┤n)äė(d©░ng)Ą─3┼_(t©ói)ļŖäė(d©░ng)ÖC(j©®)Ż¼ąĶ3éĆ(g©©)▌ö│÷Č╦ūėŻ╗┐žųŲ3éĆ(g©©)ŃŖĄČ▀\(y©┤n)äė(d©░ng)Ą─3┼_(t©ói)ļŖäė(d©░ng)ÖC(j©®)Ż¼ąĶ3éĆ(g©©)▌ö│÷Č╦ūėŻ╗┐žųŲ╝ė╣żųąą─čžX▌SĪóY▌S║═Z▌S▀\(y©┤n)äė(d©░ng)Ą─3┼_(t©ói)╦┼Ę■ļŖäė(d©░ng)ÖC(j©®)Ż¼ąĶ3éĆ(g©©)▌ö│÷Č╦ūėŻ╗ęį╝░┐žųŲX▌SĪóY▌S║═Z▌S▀\(y©┤n)äė(d©░ng)═Żų╣Ą─3éĆ(g©©)▌ö│÷ą┼╠¢(h©żo)Ż¼ąĶ3éĆ(g©©)▌ö│÷Č╦ūėĪŻ
2Ż«PLCĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē
Ė∙ō■(j©┤)╔Ž╩÷ī”(du©¼)╝ė╣żųąą─▌ö╚ļ/▌ö│÷ą┼╠¢(h©żo)Ą─Ęų╬÷Ż¼┐╔ŠÄųŲ╚ń▒Ē8-2╦∙╩ŠĄ─PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒĪŻ
▒Ē8-2 PLC▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē
|
ą“╠¢(h©żo) |
ĄžųĘ |
├¹ĘQ |
╣”─▄šf(shu©Ł)├„ |
|
10┬ĘöĄ(sh©┤)ūų▌ö╚ļą┼╠¢(h©żo) | |||
|
1 |
I0.0 |
░┤ŌoSB1 |
åóäė(d©░ng)╝ė╣żųąą─▀\(y©┤n)äė(d©░ng) |
|
2 |
I0.1 |
░┤ŌoSB2 |
┐žųŲX▌S▀\(y©┤n)äė(d©░ng) |
|
3 |
I0.2 |
░┤ŌoSB3 |
┐žųŲY▌S▀\(y©┤n)äė(d©░ng) |
|
4 |
I0.3 |
░┤ŌoSB4 |
┐žųŲZ▌S▀\(y©┤n)äė(d©░ng) |
|
5 |
I0.4 |
Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn) |
X▌SĘĮŽ“ū¾ĄĮ╬╗ |
|
6 |
I0.5 |
Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn) |
X▌SĘĮŽ“ėęĄĮ╬╗ |
|
7 |
I0.6 |
Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn) |
Y▌SĘĮŽ“Ū░ĄĮ╬╗ |
|
8 |
I0.7 |
Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn) |
Y▌SĘĮŽ“║¾ĄĮ╬╗ |
|
9 |
I1.0 |
Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn) |
Z▌SĘĮŽ“╔ŽĄĮ╬╗ |
|
10 |
I1.1 |
Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn) |
Z▌SĘĮŽ“Ž┬ĄĮ╬╗ |
|
13┬ĘöĄ(sh©┤)ūų▌ö│÷ą┼╠¢(h©żo) | |||
|
1 |
Q0.0 |
ĮėųĖ╩Š¤¶ |
▀\(y©┤n)ąąųĖ╩Š |
|
2 |
Q0.1 |
Ń@Ņ^ļŖäė(d©░ng)ÖC(j©®) |
T1Ń@Ņ^ |
|
3 |
Q0.2 |
Ń@Ņ^ļŖäė(d©░ng)ÖC(j©®) |
T2Ń@Ņ^ |
|
4 |
Q0.3 |
Ń@Ņ^ļŖäė(d©░ng)ÖC(j©®) |
T3Ń@Ņ^ |
|
5 |
Q0.4 |
ŃŖĄČļŖäė(d©░ng)ÖC(j©®) |
T4×ķŃŖĄČ |
|
6 |
Q0.5 |
ŃŖĄČļŖäė(d©░ng)ÖC(j©®) |
T5×ķŃŖĄČ |
|
7 |
Q0.6 |
ŃŖĄČļŖäė(d©░ng)ÖC(j©®) |
T6×ķŃŖĄČ |
|
8 |
Q0.7 |
┐žųŲ╦┼Ę■ļŖäė(d©░ng)ÖC(j©®) |
X▌SŻ¼1×ķū¾ęŲŻ¼0×ķėęęŲ |
|
9 |
Q1.0 |
┐žÕü╦┼Ę■ļŖäė(d©░ng)ÖC(j©®) |
Y▌SŻ¼1×ķŪ░ęŲŻ¼0×ķ║¾ęŲ |
|
10 |
Q1.1 |
┐žųŲ╦┼Ę■ļŖäė(d©░ng)ÖC(j©®) |
Z▌SŻ¼1×ķ╔ŽęŲŻ¼0×ķŽ┬ęŲ |
|
11 |
Q1.2 |
┐žųŲ╦┼Ę■ļŖäė(d©░ng)ÖC(j©®) |
═Żų╣X▌S▀\(y©┤n)äė(d©░ng) |
|
12 |
Q1.3 |
┐žųŲ╦┼Ę■ļŖäė(d©░ng)ÖC(j©®) |
═Żų╣Y▌S▀\(y©┤n)äė(d©░ng) |
|
13 |
Q1.4 |
┐žųŲ╦┼Ę■ļŖäė(d©░ng)ÖC(j©®) |
═Żų╣Z▌S▀\(y©┤n)äė(d©░ng) |
3Ż«PLC▀xą═
Ė∙ō■(j©┤)▒Ē8-2ųąĄ─▌ö╚ļ/▌ö│÷Ęų┼õŪķørŻ¼ģó┐┤Ą┌2š┬ųąĄ─▒Ē2-1Ż¼▒Š┐žųŲīŹ(sh©¬)└²ųąĄ─PLC┐╔▀xė├╬„ķT(m©”n)ūė╣½╦ŠS7 - 200ŽĄ┴ąųąĄ─ąĪą═PLC - CPU226ĪŻ
4Ż«PLCė▓╝■ĮėŠĆłD
Ė∙ō■(j©┤)Ū░╩÷ĮķĮBŻ¼┐╔įO(sh©©)ėŗ(j©¼)╚ńłD8 -12╦∙╩ŠĄ─PLCė▓╝■ĮėŠĆłDĪŻ
łD8-12 PLCė▓╝■ĮėŠĆłD
╚²Īó┐žųŲŽĄĮy(t©»ng)│╠ą“įO(sh©©)ėŗ(j©¼)
(1)╝ė╣ż┴„│╠ĪŻ×ķ┴╦Ž“ūxš▀ĮķĮB╝ė╣żųąą─Ą─PLC┐žųŲīŹ(sh©¬)└²Ż¼▒Š╣Ø(ji©”)ė├ę╗éĆ(g©©)Ąõą═Ą─╝ė╣ż┴„│╠üĒ(l©ói)ĻU╩÷PLCį┌╝ė╣żųąą─┐žųŲųąĄ─Š▀¾wŪķørŻ¼įō╝ė╣ż▀^(gu©░)│╠Ą─┴„│╠łD╚ńłD8 13╦∙╩ŠĪŻįō╝ė╣ż┴„│╠░³║¼6ĮM▀\(y©┤n)äė(d©░ng)Ż¼┐╔äØĘų×ķ18éĆ(g©©)▓Į¾EŻ¼▒ŠīŹ(sh©¬)└²ųąė├╬╗┤µā”(ch©│)Ų„M11.0Ī½M11.7ĪóM12.0Ī½M12.7ĪóM13.0Ī½M13.1Ą─ĀŅæB(t©żi)üĒ(l©ói)┐žųŲ▀@18éĆ(g©©)▓Į¾EĪŻ╩ūŽ╚«a(ch©Żn)╔·ų▄Ų┌×ķ3sĄ─├}ø_Ż¼░┤Ž┬åóäė(d©░ng)░┤ŌoŻ¼čėĢr(sh©¬)3sŻ¼╩╣M10.0×ķ1Ż¼╚╗║¾ęį├}ø_Ą─╦┘Č╚ėęęŲŻ¼╩╣╬╗┤µā”(ch©│)Ų„M11.0Ī½M11.7ĪóM12.0Ī½M12.7ĪóM13.0Ī½M13.1Ęųäe×ķ1ĪŻ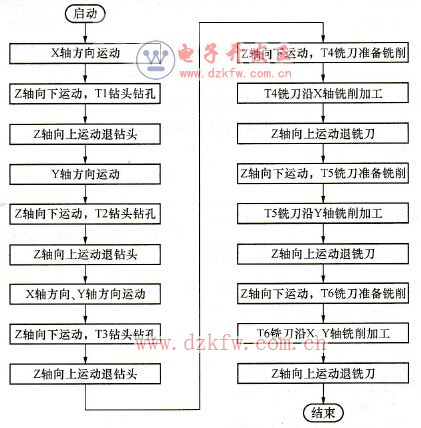
łD8-13 ╝ė╣żųąą─ūįäė(d©░ng)┐žųŲ┴„│╠łD
äė(d©░ng)ū„▀^(gu©░)│╠├Ķ╩÷╚ńŽ┬Ż║?ji©Żn)óä?d©░ng)╝ė╣żųąą─Ż¼▀\(y©┤n)äė(d©░ng)ųĖ╩Š¤¶Q0.0┴┴Ż¼▀xė├T1Ń@Ņ^Ż¼╩ūŽ╚åóäė(d©░ng)X▌SĘĮŽ“╦┼Ę■ļŖäė(d©░ng)ÖC(j©®)(Q0.7)Ż¼╩╣╝ė╣żųąą─Å─┴Ń╬╗ķ_(k©Īi)╩╝čžX▌S▀\(y©┤n)äė(d©░ng)Ż©M11.0×ķ1Ż®Ż¼▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©Ą─╬╗ų├║¾Ż¼X▌SĘĮŽ“═Żų╣▀\(y©┤n)äė(d©░ng)Ż¼Z▌S(Q1.1)Ž“Ž┬▀\(y©┤n)äė(d©░ng)Ż¼▀_(d©ó)ĄĮųĖČ©╬╗ų├║¾Ż¼T1Ń@Ņ^(Q0.1)ķ_(k©Īi)╩╝Ń@┐ūŻ©M11.1×ķ1Ż®ĪŻįō╣ż▓Į═Ļ│╔║¾Ż¼Z▌SŽ“╔Ž▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©╬╗ų├Ż¼═╦Ž┬T1Ń@Ņ^Ż©M12.1×ķ1Ż®Ż¼ōQ╔ŽT2Ń@Ņ^ĪŻ╚╗║¾╝ė╣żųąą─čžY▌S(Q1.0)▀\(y©┤n)äė(d©░ng)Ż©M11.3×ķ1Ż®Ż¼▀_(d©ó)ĄĮųĖČ©╬╗ų├║¾═Żų╣Ż¼į┘čžZ▌SŽ“Ž┬▀\(y©┤n)äė(d©░ng)Ż¼▀_(d©ó)ĄĮųĖČ©╬╗ų├║¾═Żų╣Ż¼ķ_(k©Īi)╩╝T2Ń@Ņ^(Q0.2)Ń@┐ūŻ©M11.4×ķ1Ż®ĪŻT2Ń@Ņ^Ń@═Ļ┐ū║¾Ż¼Z▌SŽ“╔Ž▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©╬╗ų├║¾═╦Ž┬T2Ń@Ņ^Ż©M11.5×ķ1Ż®Ż¼ōQT3Ń@Ņ^ĪŻ╚╗║¾┐žųŲ╝ė╣żųąą─ĘųäečžX▌S(Q0.7)║═Y▌S(Q1.0)▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©╬╗ų├Ż©M11.6×ķ1Ż®Ż¼╚╗║¾┐žųŲ╝ė╣żųąą─čžZ▌S(Q1.1)Ž“Ž┬▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©╬╗ų├Ż¼┐žųŲT3Ń@Ņ^(Q0.3)Ń@┐ūŻ©M11.7×ķ1Ż®ĪŻįō╣ż▓Į═Ļ│╔║¾Ż¼┐žųŲ╝ė╣żųąą─čžZ▌S(Q1.1)Ž“╔Ž▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©╬╗ų├║¾═Żų╣Ż¼═╦Ń@Ņ^T3Ż©M12.0×ķ1Ż®ĪóōQŃŖĄČT4 (Q0.4)ĪŻ╚╗║¾┐žųŲ╝ė╣żųąą─čžZ▌S(Q1.1)Ž“Ž┬▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©╬╗ų├Ż¼T4ŃŖĄČ▀\(y©┤n)äė(d©░ng)(M12.1×ķ1)Ż¼čžX▌S( Q0.7)ł╠(zh©¬)ąąŃŖŽ„╝ė╣żŻ©M12.2×ķ1Ż®ĪŻįō╣ż▓Į═Ļ│╔║¾Ż¼┐žųŲ╝ė╣żųąą─čžZ▌S(Q1.1)Ž“╔Ž▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©╬╗ų├║¾═╦ĄČŻ©M12.3×ķ1Ż®Ż¼ōQŃŖĄČT5ĪŻ╚╗║¾┐žųŲ╝ė╣żųąą─čžZ▌S(Q1.1)Ž“Ž┬▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©╬╗ų├Ż¼T5ŃŖĄČ(Q0.5)▀\(y©┤n)äė(d©░ng)Ż©M12.4×ķ1Ż®Ż¼čžY▌S▀M(j©¼n)ąąŃŖŽ„╝ė╣żŻ©M12.5×ķ1Ż®ĪŻįō╣ż▓Į═Ļ│╔║¾Ż¼┐žųŲ╝ė╣żųąą─čžZ▌S(Q1.1)Ž“╔Ž▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©╬╗ų├║¾═╦ĄČŻ©M12.6×ķ1Ż®Ż¼ōQŃŖĄČT6ĪŻ╚╗║¾┐žųŲ╝ė╣żųąą─čžZ▌S(Q1.1)Ž“Ž┬▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©╬╗ų├Ż¼T6ŃŖĄČ(Q0.6)▀\(y©┤n)äė(d©░ng)Ż©M12.7×ķ1Ż®Ż¼┐žųŲT6ŃŖĄČčž║═X▌S(Q0.7)ĪóY▌S(Q1.0)ł╠(zh©¬)ąąŃŖŽ„╝ė╣żŻ©M13.0×ķ1Ż®ĪŻįō╣ż▓Į═Ļ│╔║¾Ż¼┐žųŲ╝ė╣żųąą─čžZ▌S(Q1.1)Ž“╔Ž▀\(y©┤n)äė(d©░ng)ĄĮųĖČ©╬╗ų├║¾═╦ĄČŻ©M13.1×ķ1Ż®Ż¼ų┴┤╦įō╝ė╣ż┴„│╠ĮY(ji©”)╩°ĪŻ
ŲõųąŻ║▀\(y©┤n)äė(d©░ng)ųĖ╩Š¤¶(Q0.0)³c(di©Żn)┴┴Ą─Śl╝■╩ŪI0.0×ķ1Ż╗T1Ń@Ņ^(Q0.1)▀\(y©┤n)äė(d©░ng)Ą─Śl╝■╩ŪM11.1×ķ1Ż╗T2Ń@Ņ^(Q0.2)▀\(y©┤n)äė(d©░ng)Ą─Śl╝■╩ŪM11.4×ķ1Ż╗T3Ń@Ņ^(Q0.3)▀\(y©┤n)äė(d©░ng)Ą─Śl╝■╩ŪM11.7×ķ1Ż╗T4ŃŖĄČ(Q0.4)▀\(y©┤n)äė(d©░ng)Ą─Śl╝■╩ŪM12.1×ķ1Ż╗T5ŃŖĄČ(Q0.5)▀\(y©┤n)äė(d©░ng)Ą─Śl╝■╩ŪM12.4×ķ1Ż╗T6ŃŖĄČ(Q0.6)▀\(y©┤n)äė(d©░ng)Ą─Śl╝■╩ŪM12.7×ķ1Ż╗╝ė╣żųąą─čžX▌SĘĮŽ“(Q0.7)▀\(y©┤n)äė(d©░ng)Ą─Śl╝■╩ŪM11.0ĪóM11.6ĪóM12.2║═M13.0×ķ1Ż╗čžY▌SĘĮŽ“(Q1.0)▀\(y©┤n)äė(d©░ng)Ą─Śl╝■╩ŪM11.3ĪóM11.6ĪóM12.5║═M13.0×ķ1Ż╗čžZ▌SĘĮŽ“(Q1.1)▀\(y©┤n)äė(d©░ng)Ą─Śl╝■╩ŪM11.0ĪóM12.2ĪóM11.4ĪóM11.5ĪóM11.7ĪóM12.0ĪóM12.1ĪóM12.3ĪóM12.4ĪóM12.6ĪóM12.7║═M13.1×ķ1ĪŻ
×ķ┴╦Ė³║├ĄžĻU╩÷PLCį┌öĄ(sh©┤)┐ž╝ė╣żųąą─┐žųŲŽĄĮy(t©»ng)ųąĄ─æ¬(y©®ng)ė├Ż¼▒ŠīŹ(sh©¬)└²▓╔ė├ūįäė(d©░ng)ŠÄ│╠║═╩ųäė(d©░ng)ŠÄ│╠ā╔ĘNĘĮĘ©Ż¼üĒ(l©ói)ī”(du©¼)╝ė╣żųąą─▀M(j©¼n)ąą┐žųŲŻ¼╩ūŽ╚ĮķĮBūįäė(d©░ng)ŠÄ│╠ĘĮĘ©ĪŻ
(2)ūįäė(d©░ng)┐žųŲŠÄ│╠ĪŻ
ūįäė(d©░ng)┐žųŲ╠▌ą╬łD│╠ą“╚ńłD8-14╦∙╩ŠĪŻ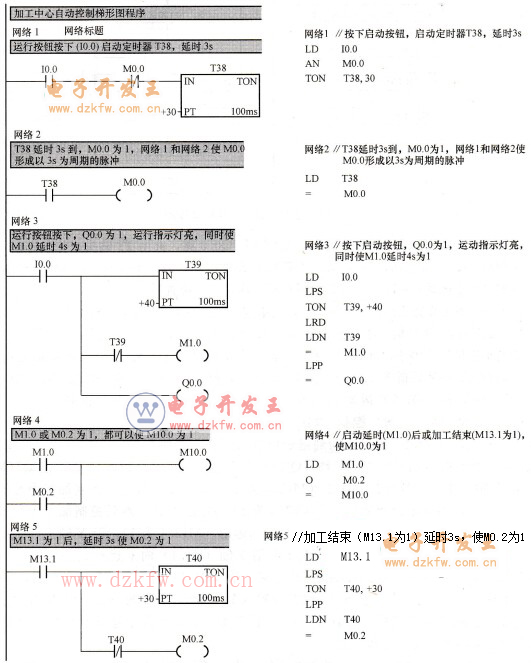


łD8-14 ūįäė(d©░ng)┐žųŲ╠▌ą╬łD
(3)╩ųäė(d©░ng)ŠÄ│╠ĪŻ×ķ╩╣ūxš▀Ė³║├Ąž└ĒĮŌ╝ė╣żųąą─Ą─PLCŠÄ│╠įŁ└ĒŻ¼▒Š▓┐Ęųßśī”(du©¼)Ž┬╩÷äė(d©░ng)ū„┴„│╠ŠÄīæ(xi©¦)╩ųäė(d©░ng)┐žųŲ│╠ą“Ż¼äė(d©░ng)ū„▀^(gu©░)│╠├Ķ╩÷╚ńŽ┬Ż║
1)░┤Ž┬Ī░▀\(y©┤n)ąą┐žųŲĪ▒ķ_(k©Īi)ĻP(gu©Īn)Ż¼åóäė(d©░ng)ŽĄĮy(t©»ng)Ż¼▀\(y©┤n)ąąųĖ╩Š¤¶┴┴Ż©Q0.0×ķ1Ż®ĪŻ╝ė╣żųąą─čžX▌SĘĮŽ“Ž“ū¾▀\(y©┤n)äė(d©░ng)Ż©Q0.7×ķ1Ż®Ż¼Ä¦äė(d©░ng)╣ż╝■čžX▌SŽ“ū¾▀\(y©┤n)äė(d©░ng)ĪŻ
2)ĄĮ▀_(d©ó)Ī░Xū¾Ī▒Ž▐╬╗Ż¼┤╦Ģr(sh©¬)╣ż╝■ĄĮ▀_(d©ó)ųĖČ©╬╗ų├ĪŻ╚╗║¾TŃ@Ņ^čžZ▌SŽ“Ž┬▀\(y©┤n)äė(d©░ng)Ż¼ī”(du©¼)╣ż╝■▀M(j©¼n)ąąŃ@┐ūĪŻ
3)ĄĮ▀_(d©ó)Ī░ZŽ┬Ī▒Ž▐╬╗Ż¼T1Ń@Ņ^ī”(du©¼)╣ż╝■▀M(j©¼n)ąąŃ@┐ū╝ė╣żĪŻ
4)Ń@┐ū═Ļ«ģŻ¼T1Ń@Ņ^čžZ▌SŽ“╔Ž▀\(y©┤n)äė(d©░ng)Ż¼ĘĄ╗žĄČÄņ(k©┤)Ż¼▀_(d©ó)ĄĮĪ░Z╔ŽĪ▒Ž▐╬╗Ż¼ŽĄĮy(t©»ng)īóūįäė(d©░ng)╚ĪŃŖĄČT5Ż¼£╩(zh©│n)éõī”(du©¼)╣ż╝■▀M(j©¼n)ąąŃŖŽ„╝ė╣żŻ¼ŃŖĄČT5čžZ▌SŽ“Ž┬▀\(y©┤n)äė(d©░ng)ĪŻ
5)ĄĮ▀_(d©ó)Ī░ZŽ┬Ī▒Ž▐╬╗Ż¼Z▌S═Żų╣▀\(y©┤n)äė(d©░ng)Ż¼╩╣╝ė╣żųąą─čžY▌SĘĮŽ“Ž“Ū░▀\(y©┤n)äė(d©░ng)Ż©Q1.0×ķ1Ż®Ż¼ī”(du©¼)╣ż╝■▀M(j©¼n)ąąŃŖŽ„╝ė╣żĪŻ
6)▀_(d©ó)ĄĮĪ░YŪ░Ī▒Ž▐╬╗Ż¼ŃŖĄČī”(du©¼)╣ż╝■╝ė╣ż═Ļ«ģŻ¼╚╗║¾╩╣╝ė╣żųąą─čžZ▌SŽ“╔Ž▀\(y©┤n)äė(d©░ng)Ż©Q1.1Å═(f©┤)╬╗×ķ1Ż®Ż¼ŽĄĮy(t©»ng)▀M(j©¼n)╚ļ═╦ĄČĀŅæB(t©żi)ĪŻ
7)ĄĮ▀_(d©ó)Ī░Z╔ŽĪ▒Ž▐╬╗Ż¼ŃŖĄČT5╗žĄČÄņ(k©┤)Ż¼Å═(f©┤)╬╗Ż¼▀M(j©¼n)╚ļŽ┬ę╗▌å╝ė╣żčŁŁh(hu©ón)ĪŻ
įōäė(d©░ng)ū„┴„│╠╦∙ī”(du©¼)æ¬(y©®ng)Ą─╠▌ą╬łD8-15╦∙╩ŠĪŻ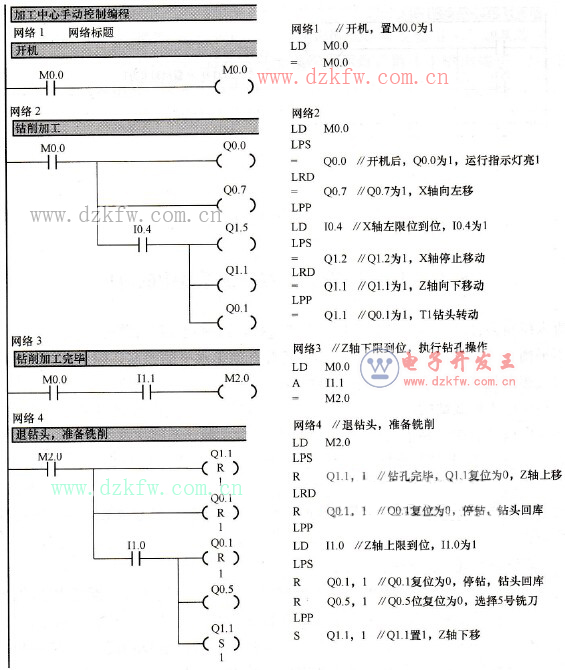

łD8-15 ╩ųäė(d©░ng)┐žųŲ╠▌ą╬łD
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō(y©©)├µ
╦óą┬Ēō(y©©)├µ Ž┬ĄĮĒō(y©©)Ąū
Ž┬ĄĮĒō(y©©)Ąū