
ę╗Īó░Ė└²╚╬äš(w©┤)┐žųŲ├Ķ╩÷
äėū„┴„│╠Ż║
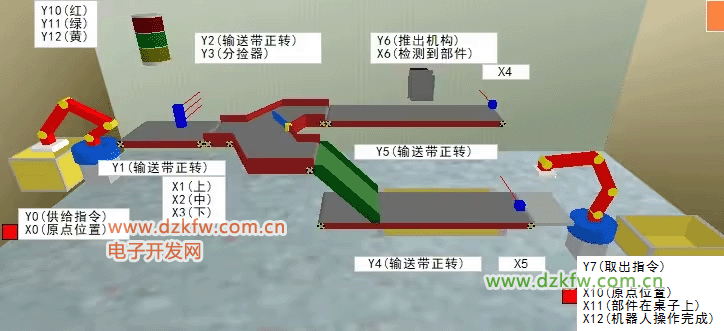
ÖCąĄ╩ųūź╚Ī┤¾ųąąĪ╚²ųą╬’ŲĘŻ╗┤¾╬’ŲĘé„╦═ĄĮ║¾é„╦═Ħ┴„│÷Ż╗ųą╬’ŲĘé„╦═ĄĮŪ░é„╦═ĦŻ¼ė╔ÖCąĄ╩ųūź╚ĪĘ┼ĄĮ▒PųąŻ╗ąĪ╬’ŲĘé„╦═ĄĮ║¾é„╦═Ż¼Öz▓ķ╬’ŲĘĖąæ¬(y©®ng)Ų„Ėąæ¬(y©®ng)ĄĮąĪ╬’ŲĘŻ¼═Ų│÷ÖCśŗ(g©░u)īóŲõ═Ų│÷ĪŻĘųÆ■įO(sh©©)éõ╚ńłD1-1Ż¼▓┘ū„├µ░Õ╚ńłD1-2ĪŻŻ©įö╝Ü(x©¼)┐╔ęį┤“ķ_FX-TRN-BEG-C▄ø╝■Ą─FŻ║Ė▀╝ē╠¶æ(zh©żn)F-7.ĘųÆ■║═Ęų┼õŠĆĪŻŻ®
┐žųŲę¬Ū¾Ż║
1Īó«ö(d©Īng)░┤Ž┬▓┘ū„├µ░Õ╔ŽĄ─[PB1]X20Ż¼ÖCŲ„╚╦Ą─╣®ĮoųĖ┴ŅŻ©Y0Ż®▒╗ų├×ķONĪŻ«ö(d©Īng)ÖCŲ„╚╦ęŲäė═Ļ▓┐╝■Č°Ūę╗žĄĮ│÷░l(f©Ī)³c║¾Ż¼╣®ĮoųĖ┴ŅŻ©Y0Ż®▒╗ų├×ķOFFĪŻÖCŲ„╚╦į┌╣®ĮoųĖ┴ŅŻ©Y0Ż®▒╗ų├×ķONęį║¾čaĮoę╗éĆ▓┐╝■ĪŻ
2Īó«ö(d©Īng)▓┘ū„├µ░Õ╔ŽĄ─[SW1]Ż©X24Ż®▒╗ų├×ķONŻ¼é„╦═Ħš²▐D(zhu©Żn)ĪŻ[SW1]Ż©X24Ż®▒╗ų├×ķOFF,é„╦═Ħ═Żų╣ĪŻ
3Īóį┌é„╦═Ħ╔ŽĄ─┤¾Īóųą║═ąĪ▓┐╝■▒╗▌ö╚ļé„ĖąŲ„╔ŽŻ©X1Ż®Ż¼Ż©X2Ż®║═Ž┬Ż©X3Ż®ĘųÆ■Č°Ūęīó▒╗░ß▀\ĄĮ╠žČ©Ą─Ą·ūė╔ŽĪŻ
4Īó«ö(d©Īng)ÖCŲ„╚╦└’Ą─▓┐╝■į┌ū└ūė╔ŽŻ©X11Ż®▒╗ų├×ķONŻ¼╚Ī│÷ųĖ┴ŅŻ©Y7Ż®▒╗ų├×ķONĪŻ«ö(d©Īng)ÖCŲ„╚╦▓┘ū„═Ļ│╔Ż©X12Ż®▒╗ų├×ķONŻ©«ö(d©Īng)ę╗éĆ▓┐╝■▒╗Ę┼ĄĮĄ·ūė╔ŽĢr×ķONŻ®Ż¼╚Ī│÷ųĖ┴ŅŻ©Y7Ż®▒╗ų├×ķOFF ĪŻ
5Īó«ö(d©Īng)▓┘ū„├µ░Õ╔ŽĄ─[SW2]Ż©X25Ż®▒╗ų├×ķONęį║¾Ż¼«ö(d©Īng)ÖCŲ„╚╦ķ_╩╝░ß▀\ę╗éĆųą▓┐╝■ĪŻ«ö(d©Īng)ę╗éĆąĪ▓┐╝■▒╗Ę┼ĄĮĄ·ūė╔ŽŻ¼╗“š▀ę╗éĆ┤¾▓┐╝■Å─é„╦═ĦĄ─ėęČ╦Ą¶Ž┬ĪŻę╗éĆą┬▓┐╝■Ģ■▒╗ūįäėčaĮoĪŻ
6ĪóķWĀq¤¶į┌ęįŽ┬ŪķørŽ┬³c┴┴ĪŻ╝t¤¶Ż║«ö(d©Īng)ÖCŲ„╚╦čaĮoę╗éĆ▓┐╝■Ģr³c┴┴Ż╗ŠG¤¶Ż║«ö(d©Īng)é„╦═ĦęŲäėĢr³c┴┴Ż╗³S¤¶Ż║«ö(d©Īng)é„╦═Ħ═Żų╣Ģr³c┴┴ĪŻ
łD1-1

łD1-2
Č■ĪóŽÓĻP(gu©Īn)╗∙ĄA(ch©│)ų¬ūR
╚╬äš(w©┤)ųąĄ─░Ė└²╗∙ė┌╚²┴ŌFXŽĄ┴ąPLCĄ─æ¬(y©®ng)ė├░Ė└²Ż¼į┌īW(xu©”)┴Ģ(x©¬)▒Š░Ė└²Ū░šłŽ╚ūįįuŽ┬╩ŪʱŠ▀éõęįŽ┬╗∙ĄA(ch©│)╗“ęč═Ļ│╔ŽÓĻP(gu©Īn)▄ø╝■░▓čb£╩(zh©│n)éõĪŻ
1.GX Works2▄ø╝■▓┘ū„
2.╔Ž╔²čž┼cŽ┬ĮĄčž
3.īW(xu©”)┴Ģ(x©¬)▄ø╝■Ą─Ž┬▌d┼c╩╣ė├
4.ĘųÆ■║═ĘųÆ■ŠĆ
5.▌ö╚ļĮėŠĆ
6.▌ö╚ļĮėŠĆ
ŽÓĻP(gu©Īn)ų¬ūRŻ║
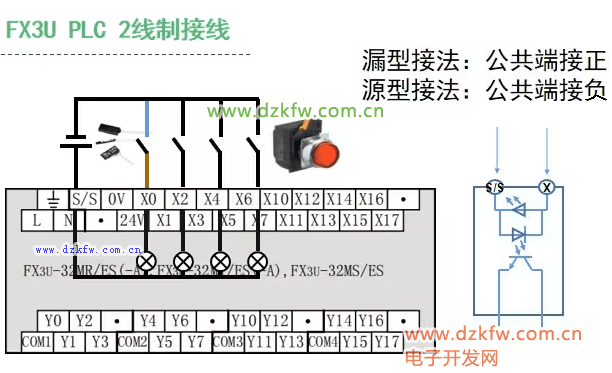

NPNą═
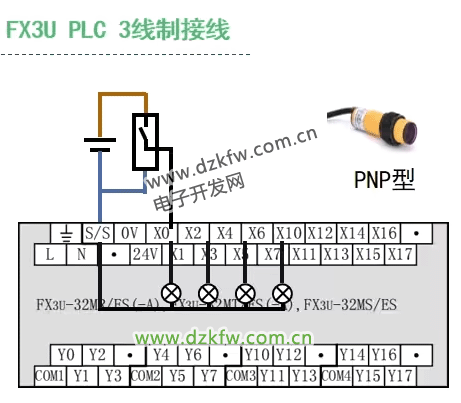
PNPą═
└^ļŖŲ„ą═▌ö│÷
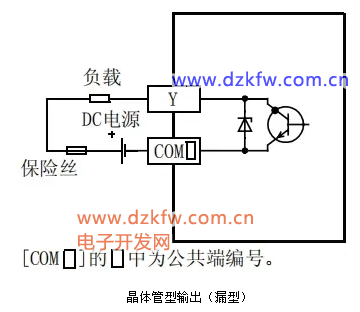
Š¦¾w╣▄ą═▌ö│÷Ż©┬®ą═Ż®
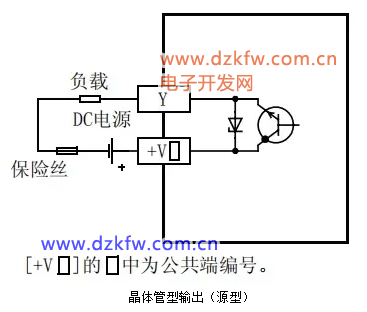
Š¦¾w╣▄ą═▌ö│÷Ż©į┤ą═Ż®

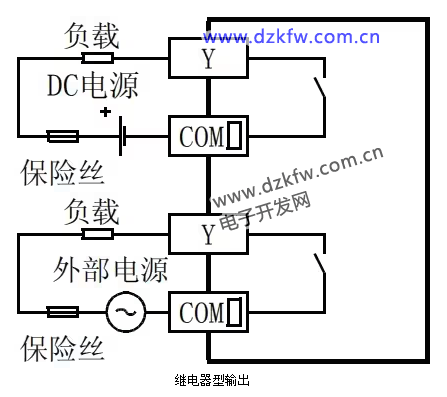
Š¦ķl╣▄ą═▌ö│÷
╚²Īó╚╬äš(w©┤)Ą─īŹ╩®
1ĪóI/OĄžųĘĘų┼õ

2Īóė▓╝■ĮėŠĆłD
3Īó│╠ą“įO(sh©©)ėŗ
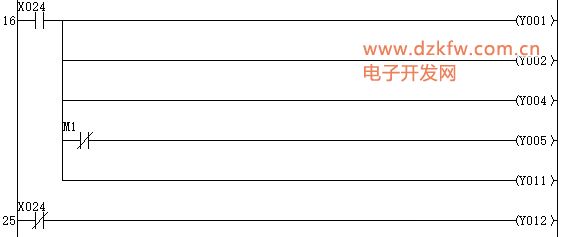
Ė∙ō■(j©┤)Ņ}ęŌŻ¼═©▀^X20░┤Ōo╗“š▀╬’ŲĘé„╦═ĄĮ╬╗═Ļ│╔ą┼╠¢Ż©SW2ą²Ōo┐žųŲX25│Żķ_ė|³cķ]║ŽŪ░╠ߎ┬Ż¼┤¾ųąąĪ╬’ŲĘĄ─═Ļ│╔ą┼╠¢┐╔ęį═©▀^X004ĪóY006ĪóX012üĒ░l(f©Ī)╦═Ż®ė|░l(f©Ī)Y000╣®ĮoųĖ┴Ņ║═Y010╝t╔½ųĖ╩Š¤¶ĪŻÖCąĄ╩ų╗žĄĮįŁ³c╬╗ų├X000ķ]║ŽŻ¼Å═(f©┤)╬╗Y000║═Y010ĪŻ╚ńłD3-3-1ĪŻ

łD3-3-1
═©▀^SW1ą²Ōo┐žųŲX024▌ö╚ļ┐žųŲé„╦═ĦŻ©Y001ĪóY002ĪóY004ĪóY005Ż®▀\ąą║═ŠG╔½ųĖ╩Š¤¶Ż©Y011Ż®³c┴┴ĪŻSW1ą²Ōo▓╗äėū„Ą─Ģr║“Ż¼═©▀^X024│Żķ]ė|³c┐žųŲ╝t╔½ųĖ╩Š¤¶Ż©Y012Ż®ĪŻ╚ńłD3-3-2ĪŻ
łD3-3-2
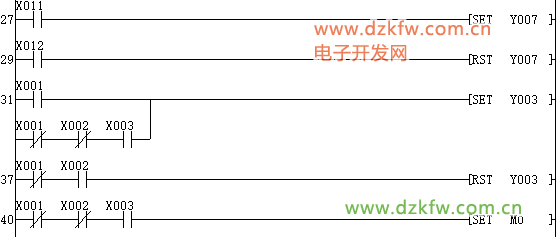
«ö(d©Īng)ųą╬’ŲĘé„╦═ĄĮ▓┐╝■ū└ūė╔ŽĖąæ¬(y©®ng)Ų„Ż©X011Ż®Ėąæ¬(y©®ng)ĄĮŻ¼X011│Żķ_ė|³c┐žųŲÖCąĄ╩ųūź╚ĪŻ©Y007Ż®ĪŻ«ö(d©Īng)ÖCąĄ╩ų═Ļ│╔ūź╚ĪŻ©X12Ż®Å═(f©┤)╬╗Ż©Y007Ż®ĪŻ
┤¾╬’ŲĘ║═ąĪ╬’ŲĘé„╦═ĄĮ║¾é„╦═ĦŻ¼═©▀^╔ŽųąŽ┬Ėąæ¬(y©®ng)Ų„Ż©X001ĪóX002ĪóX003Ż®┼ąöÓ┐žųŲĘųÆ■Ų„Ż©Y003Ż®ĪŻ
ųą╬’ŲĘé„╦═ĄĮŪ░é„╦═ĦŻ¼═©▀^Ėąæ¬(y©®ng)Ų„┼ąöÓ┐žųŲĘųÆ■Ų„Ż¼Å═(f©┤)╬╗Y003ĪŻ
ė╔ė┌┤¾╬’ŲĘ║═ąĪ╬’ŲĘé„╦═ĄĮ║¾é„╦═ĦąĶę¬ģ^(q©▒)ĘųŻ¼═©▀^M0▌oų·└^ļŖŲ„üĒģ^(q©▒)ĘųĪŻ«ö(d©Īng)ąĪ╬’ŲĘĮø(j©®ng)▀^╔ŽųąŽ┬Ėąæ¬(y©®ng)Ų„Ģrų├╬╗M0Ż¼▒Ē╩Šé„╦═ĄĮ║¾é„╦═ĦĢrąĪ╬’ŲĘĪŻ╚ńłD3-3-3ĪŻ
łD3-3-3
«ö(d©Īng)ąĪ╬’ŲĘé„╦═ĄĮ║¾é„╦═ĦĄ─Ėąæ¬(y©®ng)Ų„Ż©X006Ż®ų├╬╗M1Ż¼═©▀^M1┐žųŲ═Żų╣║¾é„╦═ĦŻ©Y005Ż®ĪŻ«ö(d©Īng)ąĪ╬’ŲĘ▒╗═Ļ╚½═Ų│÷║¾é„╦═ĦŻ¼ė├X006Ž┬ĮĄčž┐žųŲÅ═(f©┤)╬╗M0║═M1ĪŻ▒Ē╩ŠąĪ╬’ŲĘęč▓╗į┌║¾é„╦═ĦŪę║¾é„╦═Ħ└^└m(x©┤)▀\ąąĪŻ╚ńłDłD3-3-4ĪŻ

łD3-3-4
4Īó│╠ą“š{(di©żo)įć
SW1ą²Ōo▓╗äėū„ĢrŻ¼³S¤¶³c┴┴ĪŻą²▐D(zhu©Żn)SW1ą²ŌoŻ¼╦∙ėąé„╦═Ħ▀\ąąŻ¼ŠG¤¶³c┴┴ĪŻ░┤Ž┬PB1ĢrŻ¼ūįäė╣®Įoę╗éĆ╬’ŲĘŻ¼╝t¤¶³c┴┴Ż¼ÖCąĄ╚╦ūź╚Ī╬’ŲĘĘ┼ĄĮé„╦═ĦĪŻ╬’ŲĘĮø(j©®ng)▀^╔ŽųąŽ┬Ėąæ¬(y©®ng)Ų„┼ąöÓ┤¾ųąąĪ╬’ŲĘĪŻą²▐D(zhu©Żn)SW2ą²ŌoŻ¼ūįäė╣®Įo╬’ŲĘĪŻ«ö(d©Īng)╬’¾w▒╗é„╦═ĄĮ▀_╬╗ų├║¾Ģ■ūįäė╣®Įoę╗éĆ╬’ŲĘĪŻ
┤¾║═ąĪ╬’ŲĘ▒╗é„╦═ĄĮ║¾é„╦═ĦĪŻX6Ėąæ¬(y©®ng)ĄĮąĪ╬’ŲĘY6▌ö│÷Ż¼░čąĪ╬’ŲĘ═Ų│÷ĪŻ┤¾╬’ŲĘį┌║¾é„Ħ┴„│÷ĪŻųą╬’ŲĘ▒╗é„╦═ĄĮŪ░é„╦═ĦŻ¼ĄĮ▀_▓┐╝■ū└├µŻ¼ÖCąĄ╚╦ūź╚ĪĘ┼ĄĮ║ąūė└’ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū