
ę╗Īó╚╬äš─┐ś╦
įō╚╬äšę╗éĆŠC║Žæ¬ė├░Ė└²Ż¼ų„ę¬─┐Ą─╩Ū╗žŅÖ▒Šš┬╣Ø╦∙ĮķĮBĄĮĄ─ŽÓĻPųĖ┴ŅĪŻŲõųą░³└©│Żķ_Īó│Żķ]ĪóŠĆ╚”Īóų├╬╗ĪóÅ═╬╗ĪóČ©ĢrŲ„ĪóėŗöĄŲ„Ą╚ŽÓĻPųĖ┴ŅĄ─╩╣ė├ĪŻ
Č■Īó╚╬äš├Ķ╩÷
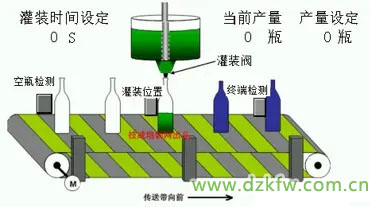
ėąę╗ĘŪś╦ūįäė╗»įOéõų„ę¬ėą▌ö╦═Ħ║═╣ÓčbÖCśŗĮM│╔╚ńłD2-5-1Ż¼īŹ¼F▌ö╦═Ħ▌ö╦═’ŗ┴Ž┐šŲ┐ĄĮ╣ÓčbšŠ╣Óčbę║¾wŻ¼╣Óčb═Ļę║¾w║¾└^└m▌ö╦═ĄĮųĖČ©╬╗ų├Ż¼ę¬Ū¾Ż║
1Īóé„╦═Ħėą╩ųūįäėā╔ĘN─Ż╩Į▀\ąąŻ¼├┐ĘN─Ż╩ĮŠ∙ę¬į┌ŽĄĮyåóäė▀\ąą║¾Ūę▀Mąą─Ż╩Į┤_šJ║¾▓┼╔·ą¦ĪŻ
2ĪóŽĄĮyåóäė║¾░┤Ž┬£yįć░┤Ōo▀Ć─▄£yįćé„▌öĀŅæBĪół¾Š»ĀŅæB║═╩ųūįäėĀŅæBųĖ╩Š¤¶
3Īó▀xō±ī”æ¬Ą──Ż╩ĮŻ¼▓ó░┤Ž┬─Ż╩Į┤_šJ░┤Ōo║¾Ż¼ī”æ¬Ą──Ż╩ĮųĖ╩Š┴┴Ż╗┤╦ĢrĘĮ┐╔▀MąąŽÓĻPĄ─┐žųŲ▓┘ū„ĪŻ
4Īóį┌╩ųäė─Ż╩ĮĢrŻ¼┐╔▀Mąą³cäė▌ö╦═Ħš²Ę┤▐D▀\ąąĪóę▓┐╔╩ųäė┐žųŲ╣ÓčbķyĪŻ
į┌ūįäė─Ż╩ĮĢr
5Īóį┌ūįäė─Ż╩ĮĢrŻ¼é„▌öųĖ╩Š¤¶ķWĀq;«ö▌ö╦═Ħ▀\▐DĢrŻ¼ųĖ╩Š¤¶│Ż┴┴Ż╗┐šŲ┐Öz£yé„ĖąŲ„Öz£yĄĮ┐šŲ┐Ż¼╚¶░┤Ž┬åóäė░┤Ōo║¾Ż¼▌ö╦═ĦŽ“Ū░▀\▐DĪŻ
6Īó«ö▀\▐DĄĮ╣Óčb╬╗ų├║¾Ż¼▌ö╦═ĦĢ║═Ż▀\ąąŻ¼╣ÓčbÖCśŗķ_╩╝╣Óčbę║¾wŻ¼ę╗Č©Ģrķg║¾Ż©┐╔įOČ©ĢrķgŻ®═Żų╣╣ÓčbĪŻ
7Īó╣Óčb═Ļ│╔║¾Ż¼▌ö╦═Ħ└^└m▀\ąąŻ¼ĄĮ▀_ĮKČ╦Öz£yé„ĖąŲ„║¾Ż¼ėøę╗┤╬öĄŻ¼▌ö╦═Ħ═Żų╣ĪŻ
8Īó▌ö╦═Ħ═Żų╣║¾ĘĮ┐╔ī”ėŗöĄŲ„Å═╬╗ĪŻ
9Īóį┌▀_ĄĮėŗöĄįOČ©ųĄĢrŻ¼╚¶ėą╬’┴Žę▓¤oĘ©š²│Ż▀\ąąŻ¼▒žĒÜėŗöĄÅ═╬╗║¾▓┼─▄į┘┤╬▀\ąąĪŻ
10Īó╚¶░┤Ž┬ŽĄĮy═Żų╣Ż¼ätš¹éĆŽĄĮy═Żų╣▀\ąąĪŻ
łD2-5-1╣▐čbÖCśŗ╩ŠęŌłD
╚²Īó╚╬äšīŹ╩®
▒Š╚╬䚥─īŹ╩®▓Į¾Eų„ę¬Ęų×ķPLCĮėŠĆĪóIOĄžųĘĘų┼õęį╝░│╠ą“įOėŗ╦╝┬ĘŻ║
1ĪóPLCĮėŠĆ╚ńłD2-5-2Ż║

łD2-5-2 PLCĮėŠĆłD
2ĪóIOĄžųĘĘų┼õ╚ń▒Ē2-5-1Ż║
▒Ē2-5-1 IOĄžųĘĘų┼õ▒Ē

3Īó│╠ą“įOėŗ╦╝┬ĘŻ║
▒Š╚╬äšųąĄ─įOéõų„ę¬╩Ū┐žųŲé„╦═Ħ║═╣▐čbķyĪŻ─Ż╩ĮĘų×ķ╩ųäė║═ūįäėŻ¼╣╩┐╔ęį╩╣ė├ę╗éĆś╦ųŠ╬╗┼ąöÓ╦∙▀xō±Ą──Ż╩ĮĪŻ«öåóė├Ą─╩Ū╩ųäė─Ż╩ĮĢrŻ¼┐╔ęį╩ųäėī”įOéõ▀Mąąåó═Ż┐žųŲĪŻ«öåóė├Ą─╩Ūūįäė─Ż╩ĮĢrŻ¼Ė∙ō■é„ĖąŲ„Ą─ĀŅæB┼ąöÓ╩ŪʱåóäėŽÓĻPįOéõĪŻ
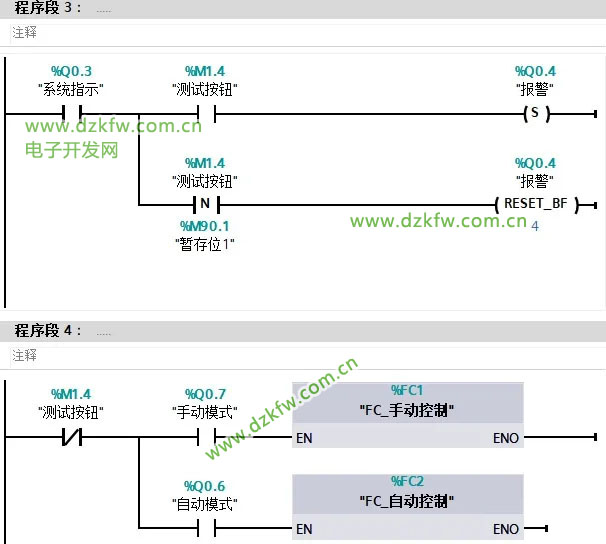
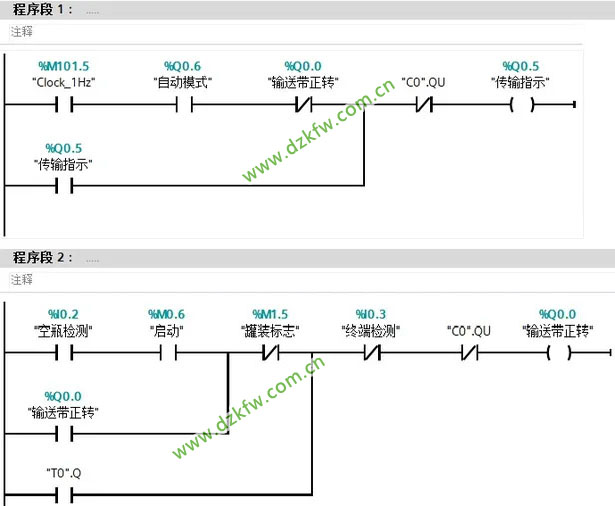
│╠ą“Ęų×ķOB1ų„│╠ą“Ż©łD2-5-3Ż®ĪóFC_╩ųäė┐žųŲ│╠ą“Ż©łD2-5-4Ż®ĪóFC2_ūįäė┐žųŲ│╠ą“Ż©łD2-5-5Ż®ĪŻ
4Īó│╠ą“įOėŗŻ║
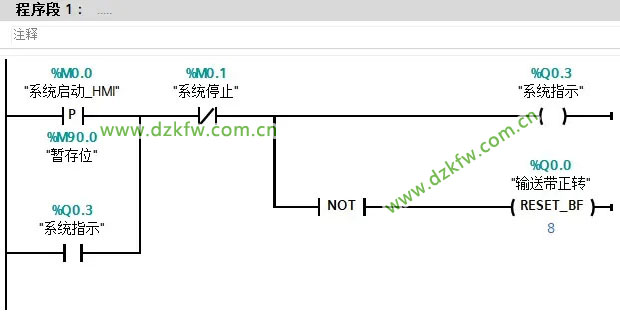
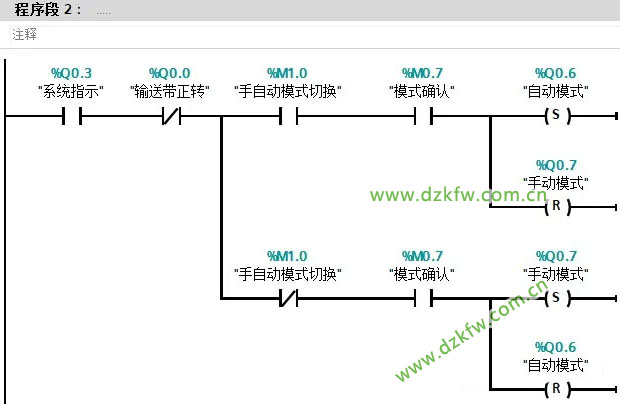

łD2-5-3ų„│╠ą“

łD2-5-4 FC1_╩ųäė┐žųŲ│╠ą“

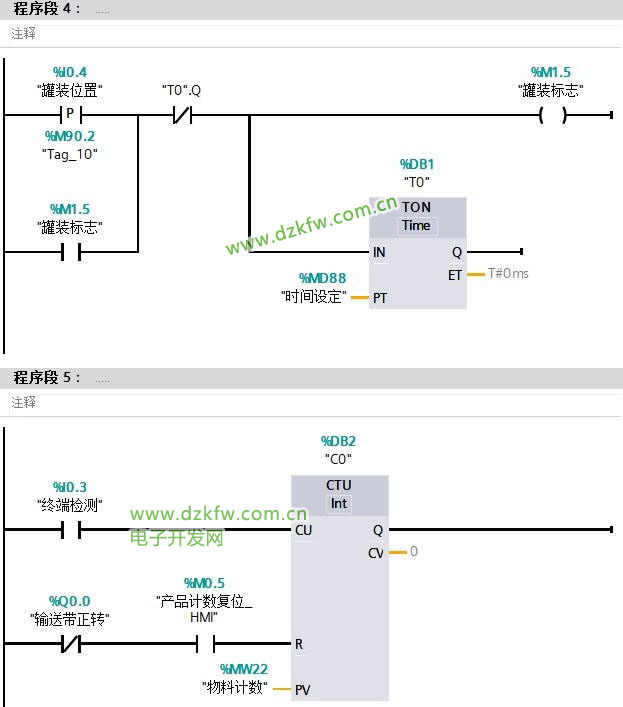
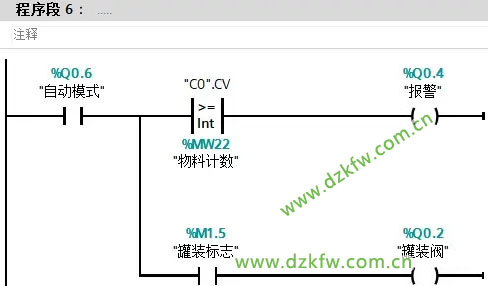
łD2-5-5 FC2_ūįäė┐žųŲ│╠ą“
╦─ĪóĮø“×┼c┐éĮY
į┌▒Š╚╬äšųąŻ¼╩╣ė├┴╦ā╔éĆFC│╠ą“ēKŠÄīæ╩ųäė┐žųŲ│╠ą“║═ūįäė┐žųŲ│╠ą“ĪŻ«öŪąōQ×ķ╩ųäė─Ż╩ĮĢrÅ═╬╗ūįäė─Ż╩ĮŻ¼ŪąōQĄĮūįäė─Ż╩ĮĢrÅ═╬╗╩ųäė─Ż╩ĮĪŻ╩ųäė┐žųŲŽÓī”║åå╬Ż¼ų╗ąĶę¬ĻP┬ōÄūéĆHMIūā┴┐┐žųŲī”æ¬įOéõ╝┤┐╔ĪŻ
ūįäė─Ż╩ĮŻ║«öé„ĖąŲ„Öz£yĄĮ╬’┴Ž×ķ┐šŲ┐ĢrŻ¼░┤Ž┬åóäė░┤ŌoŻ¼é„╦═Ħš²▐DŻ¼ĄĮ┴╦╣▐čb╬╗ų├║¾═Żų╣Ż¼╚╗║¾čėĢrę╗Č©ĢrķgŻ©┤╦ĢrķgüĒūįHMIŻ®į┘└^└mš²▐DĪŻĢrķgėŗöĄŲ„┼ąöÓ╣▐čb═Ļ╬’┴ŽČÓ╔┘éĆŻ¼╚╗║¾į┘═©▀^▒╚▌^ųĖ┴Ņ▌ö│÷ŽÓ權Ć╚”ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū