
第一部 電機繞線方法
繞線工藝守則定子線圈繞線工藝守則
1. 適用范圍
本守則適用于單相、三相異步電動機的定子繞組及轉子繞組的線圈的繞制。
2. 材料
2.1 電磁線:漆包銅圓線。

2.2 棉線繩。
3 設備及工具
3.1 附有計數器的繞線機并配置裝置線盤用的擱線架和襯有毛氈的夾線板以及拉緊裝置等設施。
3.2 繞線模。


3.3 繞線常用一般工具:克絲鉗、剪刀、扳手、卡尺
3.4 檢查工具和儀器:千分尺、匝數儀。
3.5 工位器具.
4. 工藝準備
4.1 準備線圈繞制所需的技術文件和材料及繞線所需工具
4.2 檢查導線線徑,并將導線線盤裝置在擱線架上(常用漆包銅圓線參數見附表)。
4.3 檢查線模尺寸,并將其裝置在繞線機的主軸上。
4.4 試車運轉:調整繞線機轉速,校對計數器并調至零位
4.5 將漆包銅圓線端頭纏繞固定在繞線機主軸上,然后拉緊漆包銅圓線到合適緊度(使漆包線拉直,且不致使漆包線拉細和破壞絕緣為宜)。
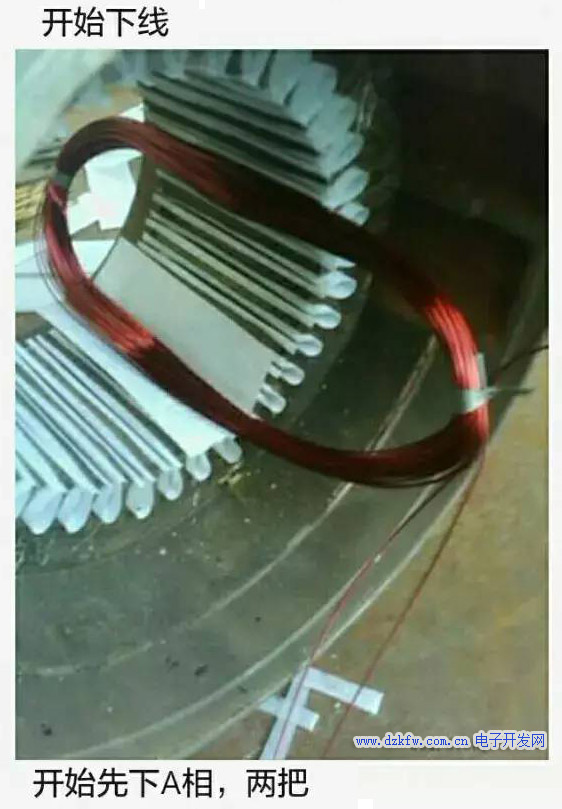
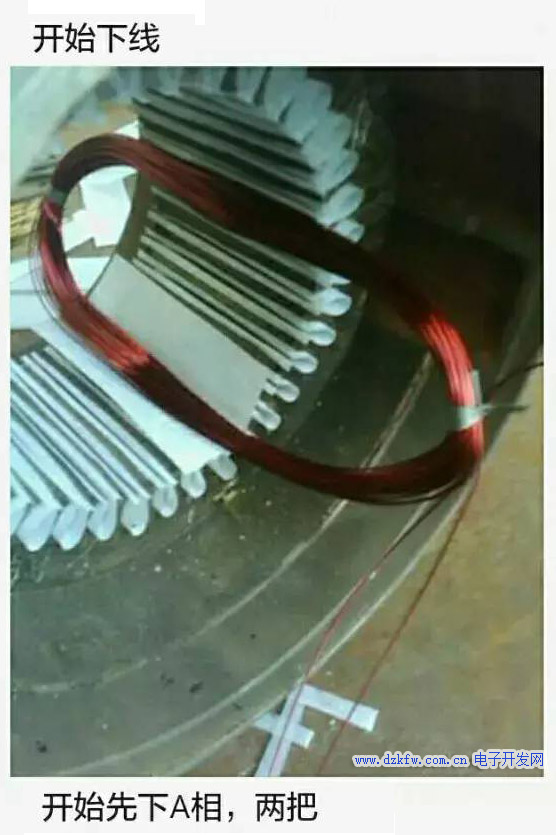
5. 工藝過程
5.1 將導線的始端按規定留出適當長度,固定在繞線模特制的柱銷上。

5.2 開動繞線機,繞制第一只線圈,導線在槽中自左向右排列整齊、緊密,不得有交叉。待計數器到規定的匝數時,停機

5.3留出連接線,按同樣的方法繞制其余線圈。
5.4 按規定的長度留出末端引線,并剪斷導線。
5.5 拆下繞線模,逐個取出線圈,并在線圈上下兩端進行幫扎。
5.6 按5.1~5.5條將整臺電機繞組繞制完成,并經過匝數儀檢驗后幫扎好,整齊的放在存放線圈的工位器具內。
電機繞線方法
6. 質量檢查
6.1 每批繞制好線圈的首件必須按有關技術文件檢查合格后方可投入生產。
6.2 在正常生產中應檢查下列項目
6.2.1 用匝數試驗儀檢查每只線圈的匝數應符合圖樣要求。
6.2.1 導線的接頭數在每只線圈中不得超過一處,每相線圈中不得超過兩處,每臺電機不得超過四處,接頭必須在端部斜邊處,其包扎應符合7.1條的規定。
6.2.3 工位器具內的線圈應排列整齊不得損傷絕緣。
7. 技術安全及注意事項
7.1 繞線中發現導線長度不夠或斷線現象時,允許焊接,但必須遵守下列規定。
7.1.1 接頭位置只允許在線圈的端部斜邊。
7.1.2 焊接應保證接觸良好,有足夠的機械強度,表面光潔。
7.1.3 接頭處絕緣套管長度較導線絕緣重疊部分應大于15mm。
7.2 繞線時應仔細觀察導線,如有絕緣損傷處,按7.1.1~7.1.3規定執行,但每只線圈不得超過一處,每相線圈不得超過兩處。
7.3 繞好的線圈應整齊地放置在清潔的工位器具內,其堆放高度不得超過0.5m, 不允許有壓彎變形現象。
7.4 每換一盤導線時需檢查線規,合格后才可使用。
7.5 繞線機應有可靠的接地保護裝置。
第二部 異步電機繞組的嵌線方法
異步電機繞組的嵌線方法
(一)放置槽絕緣
將已裁剪好的槽絕緣紙縱向摺成"U"形插入槽中,絕緣紙光面向里,便于向槽內嵌線。
(二)線圈的整理
1.縮寬
用兩手的拇指和食指分別拉壓線圈直線轉角部位,將線圈寬度壓縮到能進入定子內膛而不碰觸鐵心。也可將線圈橫立并垂直于臺面,用雙手扶著線圈向下壓縮。
2.扭轉
解開欲嵌放線圈有效邊的扎線,左手拇指和食指捏住直線邊靠轉角處,同樣用右手指捏住上層邊相應部位,將兩邊同向扭轉,使線圈邊導線扭向一面。
3.捏扁
將右手移到下層邊與左手配合,盡量將下層直線邊靠轉角處捏扁,然后左手不動,右手指邊捏邊向下搓,使下層邊梳理成扁平的刀狀。
異步電機繞組的嵌線方法
如扁平度不夠可多搓捏幾次。線圈的捏扁梳理示意。
(三)沉邊 (或下層邊)的嵌入
右手將搓捏扁后的線圈有效邊后端傾斜靠向鐵心端面槽口,左手從定子另一端伸入接住線圈,如圖1-5-2所示。雙手把有效邊靠左段盡量壓入槽口內,然后左手慢慢向左拉動,右手既要防止槽口導線滑出,又要梳理后邊的導線,邊推邊壓,雙手來回扯動,使導線有下層邊的嵌線方法

效邊全部嵌入槽內。如果尚有未嵌入的導線有效邊部分,可用劃線片將該部分逐根劃入槽內。導線嵌入后,用劃線片將槽內導線從槽的一端連續劃到另一端,一定要劃出頭。這種梳理方式的目的,是為了槽內導線整齊平行,不交叉。然后再把層間絕緣(對雙層繞組)摺成"∩"形,插入槽口包住槽內導線。對線圈未嵌入的另一有效邊則采取吊邊。
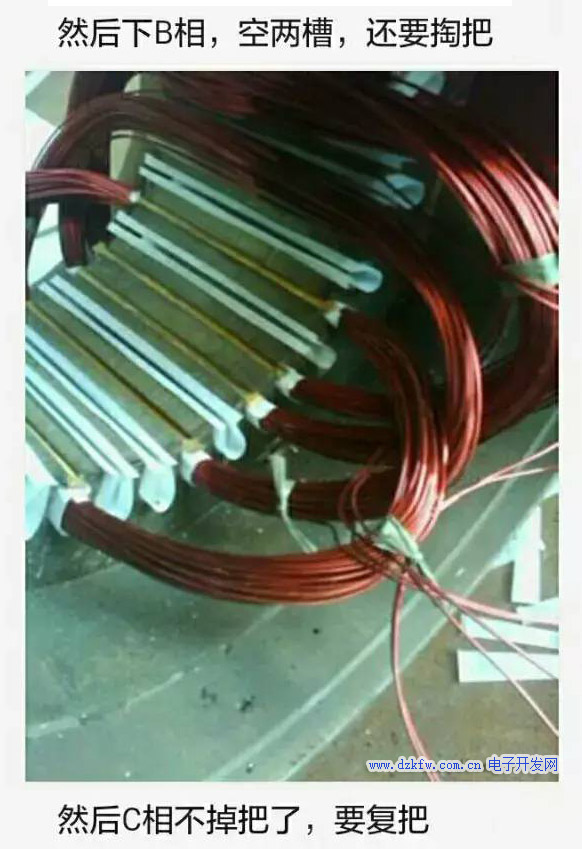
(四)浮邊(或上層邊)的嵌入
嵌過若干槽的沉邊(或下層邊)后,由嵌線規律得知,就要嵌入浮邊,當嵌入第一個浮邊后,以后再嵌入的線圈就能進行整嵌,而不用吊邊。在浮邊嵌入前要把此邊略提起,雙手拉直、捏扁理順,并放置槽口。再用左手在槽左端將導線定于槽口,右手用劃線片反復順槽口邊自左向右劃動,逐一將導線劈入槽內。在槽內導線將滿時,可能影響嵌線的繼續進行,此時,只要用雙拇指在兩側按壓已入槽的線圈端部,接著劃線片通劃幾下理順槽內導線,把余下的導線又可劃入槽內。也可將壓線條從一側捅入并出到另一側,再用雙拇指在兩側按壓壓線條兩端,按壓后抽出壓線條,接著余下的導線又可順利地劃入槽內。
上層邊的嵌入與浮邊雷同,只是在嵌線前先用壓線塊在層間絕緣上撬壓一遍,將松散的導線壓實,并檢查絕緣紙的位置,然后再開始嵌入上層邊。
(五)封槽口
導線嵌入槽后,先用壓線塊或壓線條將槽內的導線壓實,方可進行封口操作。其操作過程為:

1.壓線
用壓線塊從槽口一側邊進邊撬壓到另一側,使整個槽內的導線被擠壓,形成密實排列;也可用壓線條從槽口一端捅穿到另一端,讓壓線條嵌壓在整個槽口上,再用雙掌按壓壓線條的兩頭,從而壓實槽內導線。保證導線不彈出槽口。
注意:壓線塊或壓線條只能壓線,不能壓折絕緣紙。

2.裁紙
保留嵌壓在整個槽口內的壓線條不動,用裁紙刀把凸出槽口的絕緣紙平槽口從一端推裁到另一端,即裁去凸出部分。然后再退出壓線條。
3.包折絕緣紙
退出壓線條后,用劃線片把槽口左邊的絕緣紙折入槽內右邊,壓線條同時跟進,劃線片在前折,壓線條在后壓,壓到另一端為止;對槽口右邊的絕緣紙也用此法操作。

4.封口
在退出壓線條的同時,槽楔有倒角的一端從其退出側順勢推入,完成封口操作。
1-壓線條 2-劃線片在前壓折絕 3-壓線條退出時, 邊插邊壓 緣紙,壓線條隨后壓進 槽楔順勢插進。

 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底