
Radioisotope Thermo-electric Generator的首字母縮寫,釋義為放射性同位素熱電式發電機。
一個有使用價值的溫差發電器是由幾對甚至幾十對以上的溫差電單體串聯、串并聯或并串聯組成。在整個發電器中要使單體、熱源、外殼三者間相互電絕緣,并且在由熱源、溫差電元件及附件—散熱器組成的熱路上有最小的熱阻。
通常,溫差發電器采用兩種結構。一種是以熱源為中心,溫差電元件分列式輻射狀排列的結構;另一種是將溫差電元件緊壓在熱源一側的平板結構。前者采用一定結構的冷端構件以后,具有極高的抗沖擊振動能力,轉換效率較高,但成本也較高。后者安裝方便,成本較低,但熱量利用率也低些。
在這兩種發電器結構中溫差電單體都可以采用分立元件或組合件的形式。所謂組合件就是將若干溫差電單體對緊湊地排列成一個陣列,溫差電元件之間電絕緣,并按一定工藝和方式焊上電極,成為一個整體,常稱為溫差發電組件。采用溫差發電組件后發電器結構緊湊,裝配容易,提高了發電器的質量比功率和熱電轉換效率,也增強了單體抗沖擊振動的能力。但要保證每對單體都有較小的接觸電阻,工藝上難度較大。
3.2.1分列元件式溫差電單體結構
6-焊料片,7-冷帽,8-2N-PbTe,9-SnTe段,帽,10-硬焊片
SiGe溫差電單體采用結構,如圖3所示。SiGe溫差電單體熱端用大面積集熱板(熱電極)相聯。冷端焊上冷電極后連接到帶陰螺紋的螺栓上。熱電極材料通常使用含95%Si的SiMo合金。冷電極材料一般使用鎢。SiGe溫差電偶和SiMo熱電極上有Si3N4涂層以減小SiGe升華。溫差電偶外面再繞上若干層SiO2纖維作電絕緣物。
3.2.2 溫差發電組件
溫差發電組件的結構類似于常規的單級溫差電致冷組件,這種夾層結構示于圖4。低溫溫差發電器較多采用碲化鉍溫差發電組件來組裝。
溫差發電組件內若干對溫差電偶在電路上是串聯的,在熱路上是并聯的。溫差電元件一般呈矩形截面。碲化鉍溫差發電組件,通常采用銅制電極或鋁制電極連接P、N型元件。
高純氧化鋁陶瓷片上有金屬化互連電路。
3.2.3溫差發電器的結構
3.2.3.1 低溫溫差發電器的結構
許多碲化鉍溫差發電器采用了平板結構,即將溫差電元件安裝在熱源一側。天使號放射性同位素溫差發電器(Angel- RTG)采用了這種結構,見圖5。該發電器使用碲化鉍溫差電組件,熱面工作溫度約在200℃。
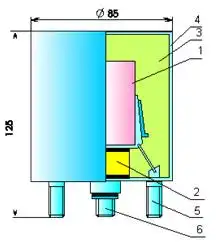
1-同位素熱源,2-溫差電換能器,3-絕熱材料,
4-外殼,5-輸出接頭,6-密封接頭
圖5 Angel- RTG結構示意圖
3.2.3.2中溫溫差發電器的結構
中溫溫差發電器,使用最多的是PbTe基溫差電材料,常用熱源中心型溫差電元件分列式溫差發電器的結構,其典型結構示于圖6。這種發電器結構已經成功地用于Snap-3、Snap-19、Snap-27等放射性同位素溫差發電器中。其結構特點是熱源置于發電器中心軸,溫差電元件分列式輻射狀排列在柱體狀熱源周圍。在電路上溫差電單體可以采用全部串聯、串并聯或并串聯的連接方式。用彈簧-活塞-調整扣組成冷端組合體,溫差電單體上加加彈簧壓力負載。內部填充低熱導率的絕熱材料。發電器內部充氬氣或混合惰性氣體(氪-氫或氦-氬混合氣)以抑制溫差電材料升華。
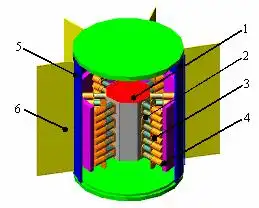
1-熱源,2-溫差電元件,3-傳熱軸,4-框架,5-外殼,6-散熱片
3.2.3.3 高溫溫差發電器的結構
通用熱源放射性同位素溫差發電器(GPHS-RTG),是已經成功地應用于加利略、尤利西斯、卡西尼、新視野號等空間工程的高溫溫差發電器,它采用了熱源中心型溫差電元件分列式結構,見圖7。該發電器采用了前面已經介紹的可卸式鍺-硅溫差電單體。發電器結構和安裝方式與PbTe中溫發電器有很大差別。發電器裝配時,將螺栓(已焊上SiGe溫差電偶)插入RTG外殼帶錐度的孔中,再用螺母將它擰緊在外殼上。最后溫差電單體以懸臂方式支撐在外殼上。因此這種結構不需要彈簧壓緊式系統。這種結構較靈活,能拆卸。螺母上施加的力矩應使螺栓略為變形,使螺栓和RTG外殼能緊密相配合,達到機械上牢固、熱流暢通的目的。發電器內采用鉬箔和加鉬遮光石英紙交迭組成的多層箔絕熱材料。
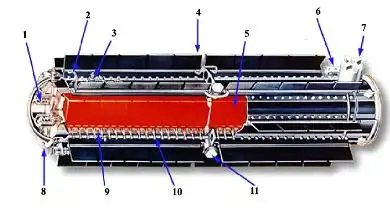
圖7 GPHS-RTG的結構
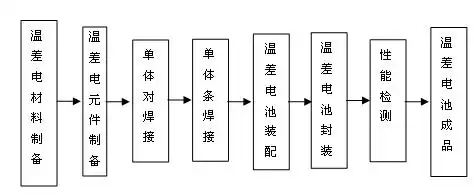
圖8 溫差發電器制造工藝流程
如果溫差發電器由溫差發電組件構成,則單體對和單體條的焊接在溫差發電組件的集成過程中同時完成。
溫差電材料原則上可用通常的單晶體生長工藝來制備。但單晶體工藝需要精密的設備,操作復雜,成本較高。在實踐中溫差電材料往往采用多晶或定向多晶材料。通常,制備溫差電材料的方法是粉末冶金法以及區域熔煉法。用粉末冶金法制備的溫差電材料往往具有較低的熱導率、較高的機械強度,但是卻降低了電導率。相對而言,區域熔煉法可制備電導率較高的溫差電材料,但同時也提高了材料的熱導率。粉末冶金工藝,常規的有冷壓法和熱壓法,近年來又發展了機械合金法(MA)、粉碎混合燒結(PIES)法、擠壓法和放電等離子燒結法(SPS法)。通常,PbTe及SiGe合金用粉末冶金工藝制備,Bi2Te3及其合金用區域熔煉法,也可用熱壓工藝或擠壓工藝制備。下面僅介紹粉末冶金法和區融熔煉法制備溫差電材料的工藝。
3.3.1.1 配料和熔煉
配料和熔煉是所有材料制備工藝中的共有的工藝步驟。
溫差電材料的配比,能夠直接影響載流子濃度、遷移率、晶格參數、散射機制等物理量和狀態,最終影響材料的熱電性能,必須優化。各組分極少量的偏離會對溫差電材料的熱電性能產生極大的影響。因此,配料前精確計算各組分的重量、配料時精密稱量是非常重要的。
熔煉的目的在于使各組分元素在高溫時充分化合,沒有組分的偏析或游離。
由于很多溫差電材料的蒸氣壓很高,某些元素很易氧化,在熔煉時某些元素特別容易從熔煉表面逸出,以致使材料偏離配方中的比例。因此,在熔煉過程中容器必須嚴格密封,或者將容器抽真空后充一定壓力的惰性氣體,以抑制組分的逸出。也可采用能產生還原性氣體的碳粉來保護。
熔煉的方法一般可采用高頻感應熔煉、電阻爐熔煉等。
熔煉的工藝要素是熔煉溫度、保溫時間和冷卻方式。選擇的熔煉溫度可比化合物的熔點高30~50℃。保溫時間一般為30~190分鐘。最后要讓溶液迅速冷卻。
3.3.1.2 粉末冶金法
粉末粒度大小對壓制成型后的溫差電材料的熱電性能有一定的影響。如粒度太小,則粉末粒子互相間的接觸面積十分大,將增加材料的熱導率;反之,如粒度太大,則將減少材料的電導率。同時,粒度不均勻時,也會造成材料內部熱電性質不均勻和機械性能的不均勻性。
溫差電材料的粉碎一般采用機械粉碎法,經常采用的是搗磨法或球磨法。
成型的目的是使材料成為具有一定形狀、尺寸和密度的型坯。加壓使粉末成型,通過壓力有可能使粒子內的很多原子在原子引力所能及的范圍內互相接觸,從而使粒子間產生粘附力;另外,根據粒子的形狀,在加壓中也有因滑動、轉動等原因,其粒子之間機械的相互咬合在一起而產生維持其形狀的力。也有時由于粒子表面相互摩擦,將粒子表面上的氧化膜或雜質膜破壞,而出現清潔的粒子表面,使之容易粘附。為了得到好的溫差電元件,在壓制成型過程中必須使密度均勻分布。
壓制成型過程中所加壓力的大小,依粉末種類、形狀及各種條件而有很大差異。壓力過大,材料上易產生裂紋、傷痕和缺陷;壓力過小則使材料過于疏松,存在氣泡和缺陷。
制造溫差電元件時常用的粉末壓制成型方法有冷壓法和熱壓法。
封閉的剛性模具冷壓法也就是常稱的冷壓法。其方法是將粉末放入剛性模具中,通過模沖對粉末加壓,使其成型。
熔煉后的溫差電材料粉末在高溫下較柔軟,因此熱壓比冷壓可獲得較致密和機械強度好的材料。如適當選擇壓力與溫度,熱壓方法可以同時進行成形與燒結兩道工序。
通常,熱壓必須在還原或惰性氣氛中進行。一般多用
對粉末壓制的溫差電元件進行燒結的目的是:使溫差電材料的晶粒細化,提高強度、韌性和塑性;消除應力;消除或減少材料組分和結構的不均勻性;改善材料的溫差電性能。
3.3.1.4 區融熔煉工藝
使用區域熔煉法(簡稱區熔法)可以制備Bi2Te3及其合金的定向多晶材料。由于其晶粒有明顯的取向性,通常區域熔煉法制備材料的優值比粉末冶金法高。
區熔法生長晶體,是借助于高頻感應線圈加熱或普通電阻加熱,使材料在一個狹窄的區域內熔化,然后令熔區自下而上(或自左而右)地通過豎直(或水平)放置的粗材料進行提純和結晶。該過程可以在真空內進行,也可以在一定還原氣氛下進行。圖11 是區域熔煉法示意圖。
1-熔融界面,2-固化界面,3-生長的晶體,4-粗晶錠,5-安瓿移動方向,6-爐子,7-熔區,8-安瓿移動方向
為了獲得定向較好的多晶體,在區熔過程中,首先要求高溫區的溫度高于晶體的熔點,使待區熔晶棒得以充分熔解,但必須避免熔體組分的大量揮發;而低溫區的溫度應低于晶體的熔點,但不能太低,避免晶體炸裂或產生大的內應力。其次在熔體生長過程中,應盡量避免或減少組分過冷現象發生。理論分析表明,發生組分過冷的臨界條件為
式中,G為熔體界面處的溫度梯度,V為熔區移動速率, C0為熔體中主要雜質平均濃度,m為液相線斜率,k0為雜質的分凝系數,D為雜質在熔體中的擴散系數。公式中,G和V是可以調節的工藝參量,m、c0、k0和D是晶體生長系統的物理參量。實踐表明,在保證晶體不發生解理的前提下,采用適當大的溫度梯度、相對小的生長速度,對避免或延遲組分過冷的出現是有利的。
3.3.2 單體連接
溫差電單體的連接質量將決定溫差電池的內阻和壽命,是影響溫差電池質量的關鍵工藝。溫差電單體連接工藝有焊接法、壓力接觸法等,常用焊接法。
電極材料、焊料中的雜質擴散入溫差電材料中會使溫差電材料的熱電性能快速衰減。另外,如電極材料和溫差電材料的熱膨脹系數不匹配,在長期熱循環過程中會引起接頭脫落,降低溫差發電器的壽命。因此,溫差電元件與電極之間常進行表面處理,鍍覆膨脹系數匹配、熱穩定性好的過渡層壁壘。
可用來焊接溫差電單體的方法有:1)火焰焊接;2)烙鐵焊接;3)爐中焊接;4)感應焊接等。
采用焊接工藝連接溫差電單體時,焊料成份、熔點、機械強度和焊接層所形成的接觸電阻等都是直接影響溫差發電器性能的重要因素。優化焊料、焊劑、焊接溫度、氣體保護壓力等焊接工藝條件,是降低溫差電單體的接觸電阻,制成高性能溫差發電器的關鍵。
爐中焊接是利用加熱爐的熱量加熱工件的一種焊接方法。溫差電單體焊接中常用電爐加熱。爐中焊接法加熱比較均勻,被焊工件變形小,能較好的保證設計的接頭形狀和尺寸公差。
溫差電單體常在充滿還原性氣氛的焊接爐中進行焊接。還原性氣氛防止了焊接時空氣的入侵,同時能還原工件表面原有的氧化膜和新形成的氧化產物。惰性氣氛爐中焊接時通常采用的惰性氣體是氬,也有用氦。其作用是降低氧分壓強。
焊接規范主要有升溫速度、焊接溫度、保溫時間及降溫速度等。
(2)焊接溫度 釬焊焊接溫度一般高于焊料熔點25~30℃。提高溫度能減少熔化焊料的表面張力,因此改善浸潤性,使焊料與焊件之間的作用加強。但溫度過高會產生過燒和溶蝕等缺陷。
(5)焊接壓力 壓力愈大、溫度愈高,溫差電元件域電極緊密接觸的面積也愈多。因此,在加壓變形階段,一定要設法使絕大部分表面達到緊密接觸。為了防止連接構件產生過度塑性變形和蠕變以實現精密連接,有時僅在焊接開始時施加壓力,或短時間提高溫度以促進塑性變形。
3.3.3 溫差發電組件的集成
常規溫差發電組件的冷面和熱面外側是兩片高純氧化鋁Al2O3陶瓷片,焊接在溫差發電組件的冷面和熱面與外界耦合。制作金屬化陶瓷片的傳統工藝方法是采用先印刷鉬錳漿然后燒結的方法制備金屬化層,在陶瓷片上制作金屬化互連電路。溫差電組件集成前預先將電極焊接在陶瓷片相應位置金屬化層上。近年來,開發了敷銅板(DBP)工藝直接將銅電極燒結在陶瓷片上。溫差電組件的集成應當同時保證所有接頭具有一致和較低的接觸電阻。

圖12 溫差發電組件集成的工藝流程
3.3.4 溫差發電器的集成
溫差發電器是由幾十或數百對溫差電單體(或者幾個或數十個溫差發電組件)串聯或并聯組成的,在整個發電器中,要使溫差電單體(或溫差發電組件)、熱源盒、外殼三者間相互絕緣,并且使由熱源、溫差電元件及附件、散熱器組成的熱路上熱阻最小。溫差發電器的集成是高精度的裝配過程。
溫差發電器內的工作氣氛必須很干凈。氧、水分及其它腐蝕性成分和有害雜質的存在,都會引起溫差電材料“中毒”、接頭變質,加速發電器性能的衰降。有些溫差電材料,如碲化鉛、TAGS等,在高溫時嚴重氧化和升華,因此,溫差電發電器裝配完畢、密封后,要在室溫和烘烤狀態下抽氣,以除去水分、氧氣。PbTe溫差發電器則要充一定壓力的惰性氣體,并密封封裝。SiGe溫差發電器內部可以是真空狀態。
溫差發電器的主要性能參數包括:開路電壓、輸出電功率、效率、功率衰減率、重量、體積、重量比功率和可靠性等等。
載《化學和物理電源》(第二版),現代電子和信息技術叢書之一,汪繼強主編,第十八章:溫差發電器,國防工業出版社,2008年。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底