
20世紀60年代以來,伴隨著CO 、YAG等激光器的誕生,研究人員們也迅速將其利用到了焊接技術中,進而開發了激光焊接技術,它的開發和應用為焊接行業帶來了新的希望,并且很快被廣泛應用于各個領域中。激光焊接技術的工作機理由于具體激光器的操作方法不同也各有差異,因而,這里將會分別介紹。
激光釬焊技術
激光釬焊將激光作為熱源,填充金屬選擇熔點比焊接材料低的材料,利用加熱熔化后的釬料潤濕母材,填充接頭間縫隙并與母材相互擴散,實現有效焊接的目的,其工作原理如圖 3.1 所示。激光釬焊技術焊接,不但可以保證產品外觀的美觀性,還可以保證產品密封性能,保證焊接區域強度,保證產品的使用與安全性能。
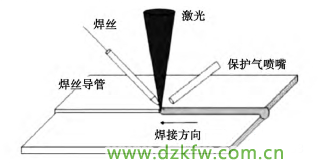
圖3.1: 激光釬焊原理示意圖
該技術在汽車車身焊接中得到了廣泛應用,主要優勢在于保證焊接表面的光滑,不會熔化鋅鍍層。
激光熔化焊技術
激光熔化焊技術是將激光作為熱源,熔化兩板件角接處的部分母材,使其形成液體技術,冷卻后形成更加可靠的焊接技術,技術原理如圖3. 2 所示。該技術種類較多,常見的有激光熔焊技術、激光熔透焊技術等。

圖3.2 激光熔化焊原理示意圖
激光遠程焊接技術
激光遠程焊接技術是將振鏡掃描頭安裝在機器人的第六軸上,利用鏡片擺動反射實現控制激光軌跡,機器手臂不需要相應擺動。激光遠程焊接系統工作效率極高,通過實踐發現一套系統工作相當于 6-9 套普通機器人點焊的工作效率。當激光頭與工件距離過遠,超過 5dm 時可以適當延長鏡頭保護玻璃的使用壽命,其技術工作原理如圖3. 3所示。

圖3.3 激光遠程焊接原理示意圖
相比于傳統焊接工業,其最大優勢在于可以提高生產效率,通過掃描頭快速鏡片運動,大大減少用于定位機械手的時間,縮短生產時間,提高工作效率,大幅度降低時間消耗。
激光復合焊技術
激光與 MIG 電弧復合焊接技術就是激光復合焊。該工藝通過激光和電弧的相互作用,互相補充。激光復合焊技術比單純的激光焊技術更加經濟,焊接速度較快、焊接過程相對穩定,熱效率高允許較大焊接裝配間隙,其技術原理如圖3.4所示。
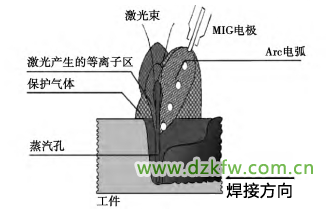
圖3.4 激光復合焊原理示意圖
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底