
įÆšf▀\äė┐žųŲŻ¼┤¾╝ęĄ┌ę╗ĢrķgŽļĄĮĄ─╩Ū▓Į▀MĪó╦┼Ę■ĪóļŖÖCĄ╚ę╗ŽĄ┴ą├¹į~Ż¼─Ū├┤▒žĒÜꬊÄīæ│╠ą“▓┼─▄š{įć║═┐žųŲ▓Į▀MļŖÖCå߯┐«ö╚╗▓╗╩ŪŻ¼į┌╬ęéāS7-200SMART PLCųą┐╔ęį═©Ą└▀\äėŽ“ī¦ĮMæB║¾į┘▀Mąą▀\äė┐žųŲ├µ░Õ▀Mąą║åå╬Ą─š{įć║═┐žųŲŻ¼ĮėŽ┬üĒŠ═Ħ┤¾╝ęüĒę╗▓Įę╗▓ĮīŹ¼F▀@éĆ╣”─▄ĪŻ
ę╗Īó╗∙▒ŠĖ┼─ŅS7-200SMARTŽĄ┴ąī”æ¬ś╦£╩ą═Ą─Š¦¾w╣▄▌ö│÷ą═PLC┐╔ęįų¦│ų100KHZĄ─Ė▀╦┘├}ø_▌ö│÷Ż¼│²ST20Ą─CPUų¦│ų2▌SĄ─Ė▀╦┘├}ø_▌ö│÷═ŌŻ¼ŲõėÓCPU┐╔ęįų¦│ų3▌SĄ─Ė▀╦┘├}ø_▌ö│÷ĪŻ
▓ĮŠžĮŪŻ║├┐▌ö╚ļę╗éĆ├}ø_ą┼╠¢ĢrŻ¼ļŖÖC▐Dūė▐D▀^Ą─ĮŪČ╚ĘQ×ķ▓ĮŠžĮŪĪŻ▓ĮŠžĮŪĄ─┤¾ąĪ┐╔ęįų▒Įėė░ĒæļŖÖCĄ─▀\ąąŠ½Č╚ĪŻ
╝ÜĘųŻ║╝ÜĘų╩ŪųĖļŖÖC▀\ąąĢrĄ─īŹļH▓ĮŠžĮŪ╩Ū╗∙▒Š▓ĮŠžĮŪĄ─ÄūĘųų«ę╗ĪŻ
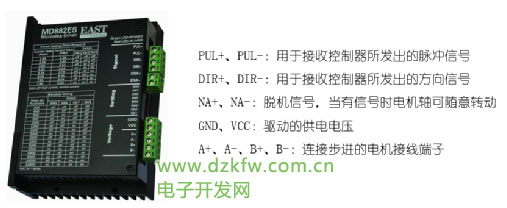
Č■Īó▓Į▀M“īäėŲ„ĮėŠĆ┼c╝ÜĘųļŖ┴„įOų├Ą┌ę╗▓ĮŻ║Ż©▓Į▀M“īäėŲ„ĮėŠĆŻ®

Ą┌Č■▓ĮŻ║Ż©╝ÜĘų┼cŅ~Č©ļŖ┴„ō▄┤aŻ®


Ė∙ō■ęį╔Ž╚²ÅłłDŲ¼┐╔Ą├
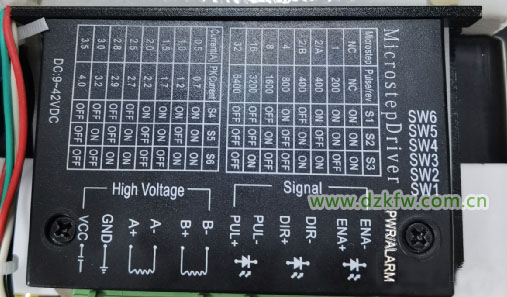
╝ÜĘų×ķŻ║ļŖÖCę╗▐DąĶꬥ─├}ø_öĄ1600Ż¼SW1ĪóSW2ĪóSW3Ęųäe×ķŻ║OFFĪóONĪóOFF
Ņ~Č©ļŖ┴„Ż║Ņ~Č©ļŖ┴„╩Ū1.2AŻ¼Ė∙ō■1.2A┐╔į┌▓Į▀M“īäėŲ„╔Žō▄┤aSW4ĪóSW5ĪóSW6Ęųäe×ķŻ║ONĪóOFFĪóON
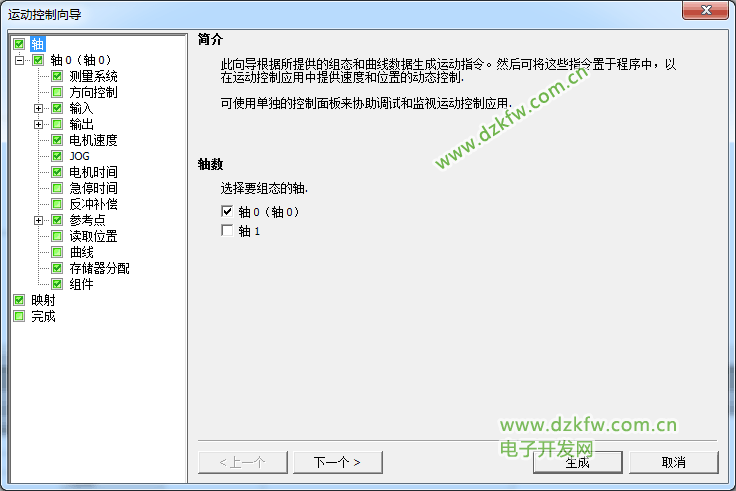
╚²ĪóŠÄ│╠▄ø╝■ĮMæB┼õų├▀\äėŽ“ī¦Ą┌ę╗▓ĮŻ║Ż©STEP 7-MicroWIN SMARTŠÄ│╠▄ø╝■Ī¬ū¾╔ŽĮŪ▓╦å╬Ö┌Ī¬╣żŠ▀Ī¬▀\äėŻ®

Ą┌Č■▓ĮŻ║Ż©▀xō±ĮMæB▌S0Ż®
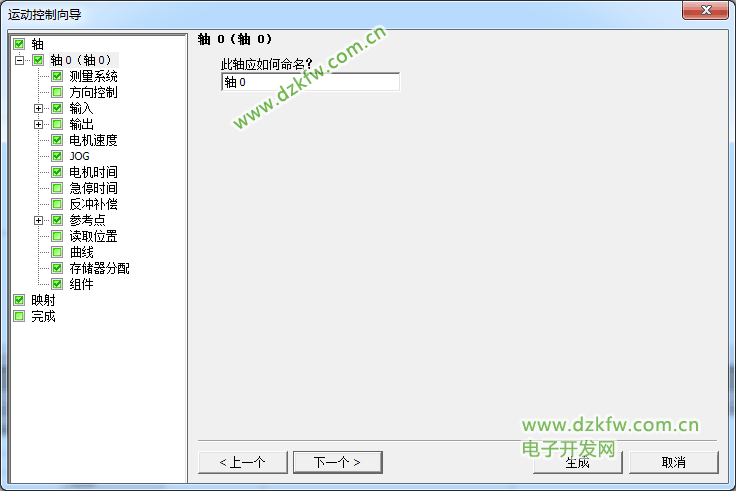
Ą┌╚²▓ĮŻ║Ż©Ė∙ō■ūį╝║Ą─ęŌįĖüĒįOų├▌S├¹ĘQŻ®
Ą┌╦─▓ĮŻ║Ż©£y┴┐ŽĄĮyå╬╬╗Ī¬╣ż│╠å╬╬╗Ī¬ļŖÖCę╗┤╬ą²▐DąĶꬥ─├}ø_öĄ1600Ī¬£y┴┐Ą─╗∙▒Šå╬╬╗Ī¬MMĪ¬ļŖÖCę╗┤╬ą²▐D«a╔·ČÓ╔┘ŠÓļxĄ─▀\äėĪ¬2.0Ż®
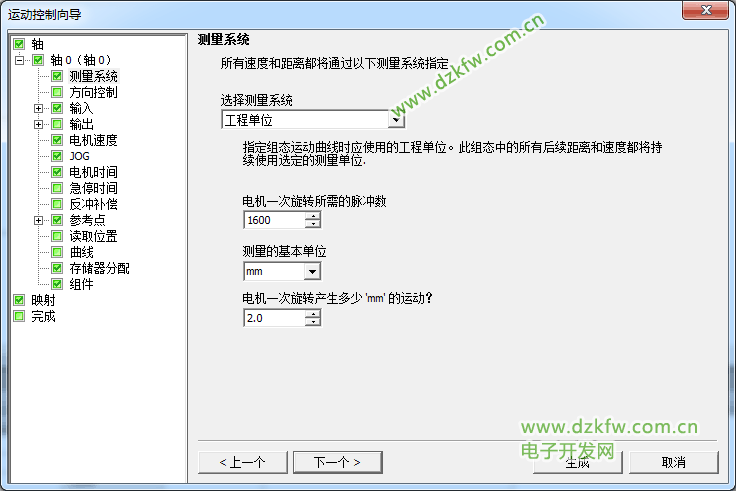
Ą┌╬Õ▓ĮŻ║Ż©ĘĮŽ“┐žųŲĪ¬ŽÓ╬╗Ī¬å╬ŽÓ2▌ö│÷Ī¬śOąįĪ¬š²Ż®
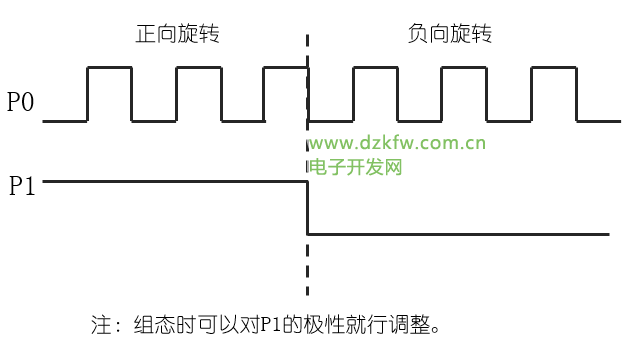
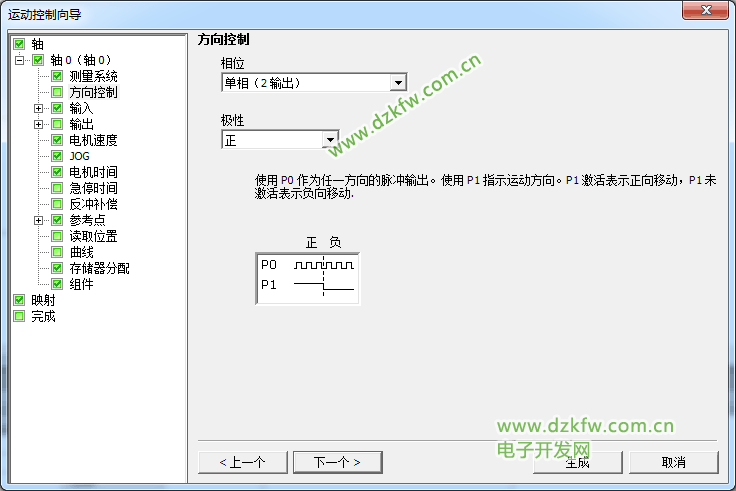
å╬ŽÓŻ©2▌ö│÷Ż®Ż║ĮMæBĢr╚ń╣¹▀xō±å╬ŽÓā╔▌ö│÷Ż¼ätę╗éĆ▌ö│÷Ż©P0Ż®┐žųŲ├}ø_Ż¼┴Ēę╗éĆ▌ö│÷Ż©P1Ż®┐žųŲĘĮŽ“ĪŻ╚ń╣¹ąĶ꬚²Ž“▀\ąąĢrŻ¼ätP1×ķĖ▀ļŖŲĮėąą¦Ż¼╚ń╣¹ąĶ꬞ōŽ“▀\ąąĢrŻ¼ätP1╬╗Ą═ļŖŲĮėąą¦ĪŻ
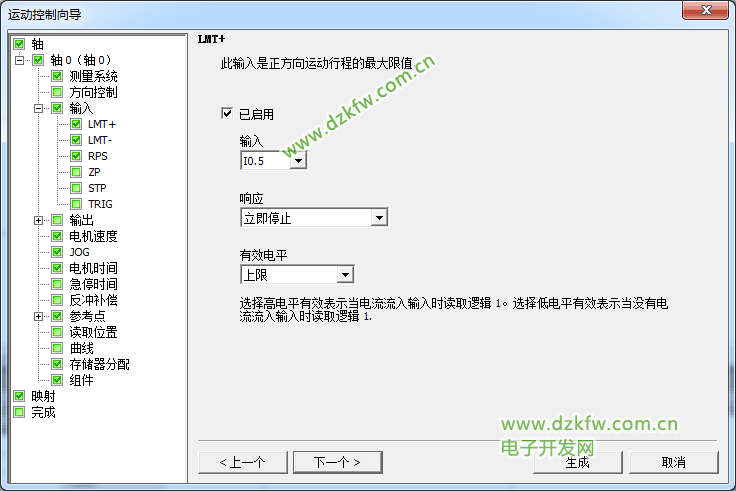
Ą┌╬Õ▓ĮŻ║Ż©š²Ž▐╬╗Ī¬åóė├Ī¬▌ö╚ļI0.5Ī¬Ēææ¬Ī¬┴ó╝┤═Żų╣Ī¬ėąą¦ļŖŲĮĪ¬╔ŽŽ▐Ż®
▌ö╚ļI0.5╩ŪĖ∙ō■─ŃīŹļHįOéõš²Ž▐╬╗ķ_ĻP┼cPLCĮėŠĆ▌ö╚ļ³cĄ├üĒĄ─ĪŻ
ėąą¦ļŖŲĮ×ķ╩▓├┤Ģ■╩Ū╔ŽŽ▐─žŻ┐ę“×ķ╔ŽŽ▐╩ŪĮė│Żķ_Ėąæ¬ĄĮĮė═©ūā│╔│Żķ]Ż¼Ž┬Ž▐Ę┤ų«ĪŻ
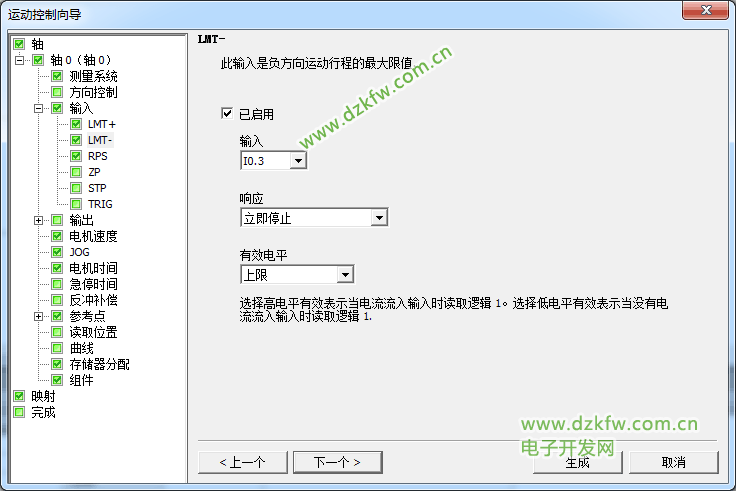
Ą┌┴∙▓ĮŻ║Ż©žōŽ▐╬╗Ī¬åóė├Ī¬▌ö╚ļI0.3Ī¬Ēææ¬Ī¬┴ó╝┤═Żų╣Ī¬ėąą¦ļŖŲĮĪ¬╔ŽŽ▐Ż®
▌ö╚ļI0.3╩ŪĖ∙ō■─ŃīŹļHįOéõžōŽ▐╬╗ķ_ĻP┼cPLCĮėŠĆ▌ö╚ļ³cĄ├üĒĄ─ĪŻ
ėąą¦ļŖŲĮ×ķ╩▓├┤Ģ■╩Ū╔ŽŽ▐─žŻ┐ę“×ķ╔ŽŽ▐╩ŪĮė│Żķ_Ėąæ¬ĄĮĮė═©ūā│╔│Żķ]Ż¼Ž┬Ž▐Ę┤ų«ĪŻ
Ą┌Ų▀▓ĮŻ║Ż©╗žįŁ³cĪ¬åóė├Ī¬▌ö╚ļĪ¬I0.4Ī¬ėąą¦ļŖŲĮĪ¬╔ŽŽ▐Ż®
▌ö╚ļI0.4╩ŪĖ∙ō■─ŃīŹļHįOéõįŁ³cŽ▐╬╗ķ_ĻP┼cPLCĮėŠĆ▌ö╚ļ³cĄ├üĒĄ─ĪŻ
ėąą¦ļŖŲĮ×ķ╩▓├┤Ģ■╩Ū╔ŽŽ▐─žŻ┐ę“×ķ╔ŽŽ▐╩ŪĮė│Żķ_Ėąæ¬ĄĮĮė═©ūā│╔│Żķ]Ż¼Ž┬Ž▐Ę┤ų«ĪŻ

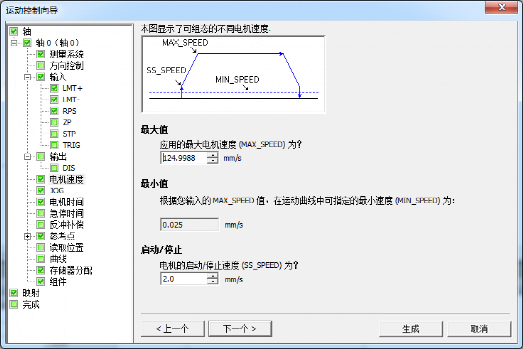
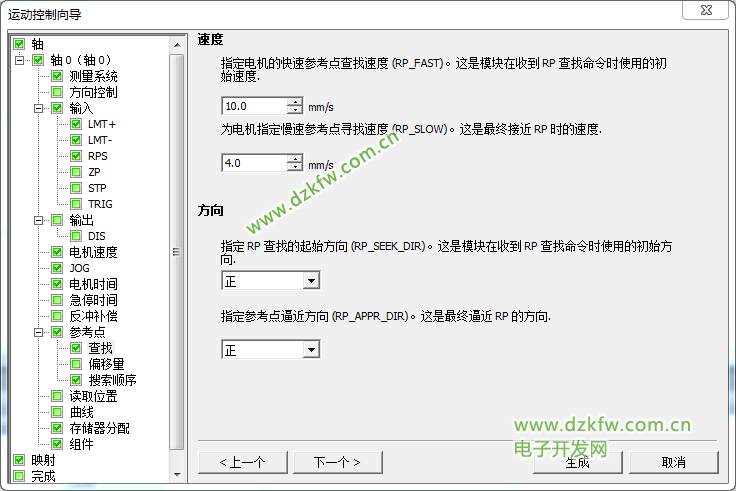
Ą┌░╦▓ĮŻ║Ż©ūŅ┤¾ųĄĪ¬ūŅ┤¾ļŖÖC╦┘Č╚Ī¬124.9988Ī¬ūŅąĪųĄĪ¬0.025Ī¬åóäė/═Żų╣Ī¬2.0MM├┐├ļŻ®
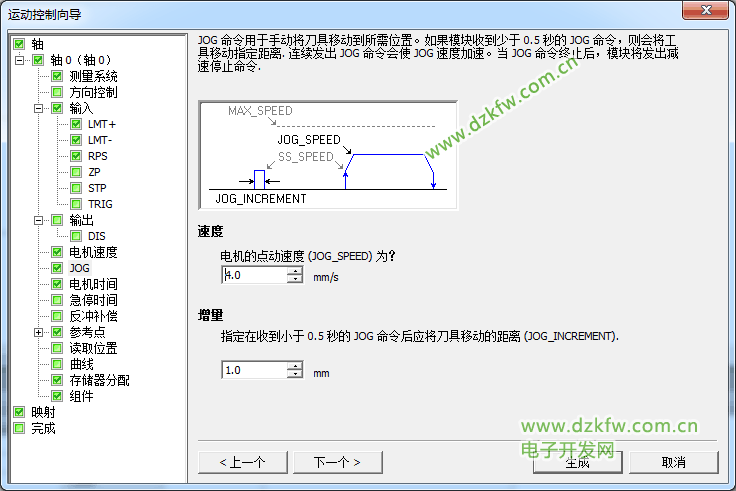
Ą┌Š┼▓ĮŻ║Ż©³cäė╦┘Č╚Ī¬4.0MM├┐├ļĪ¬į÷┴┐Ī¬1.0Ż®
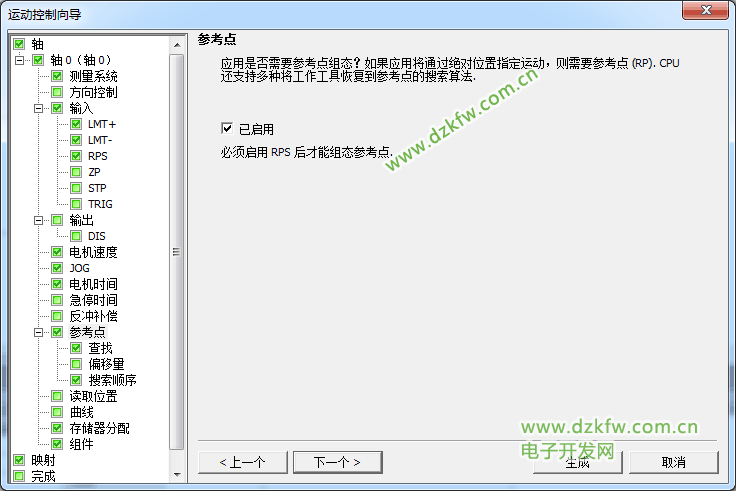
Ą┌╩«▓ĮŻ║Ż©åóė├Ī¬RPSģó┐╝³cŻ¼Ę±ät▓╗─▄╗žįŁ³cŻ®
Ą┌╩«ę╗▓ĮŻ║Ż©╦┘Č╚Ī¬╗žįŁ³c╦┘Č╚Ī¬10.0MM├┐├ļĪ¬ĮėĮ³ģó┐╝³c╦┘Č╚Ī¬4.0Ī¬ĘĮŽ“Č╝╩Ūš²Ż®
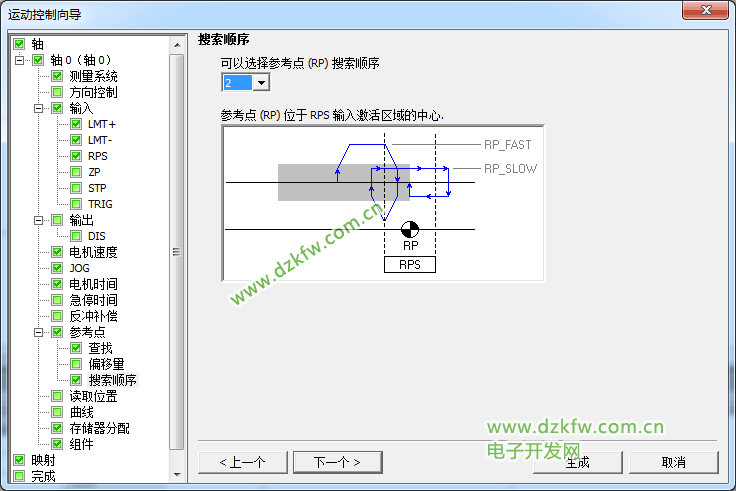
Ą┌╩«Č■▓ĮŻ║Ż©2╠¢─Ż╩ĮŻ®
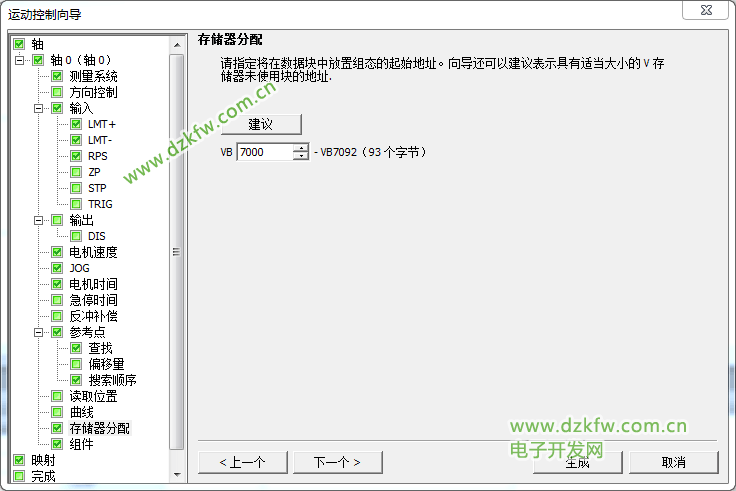
Ą┌╩«╚²▓ĮŻ║Ż©Ęų┼õ┤µā”Ų„ĄžųĘŻ®
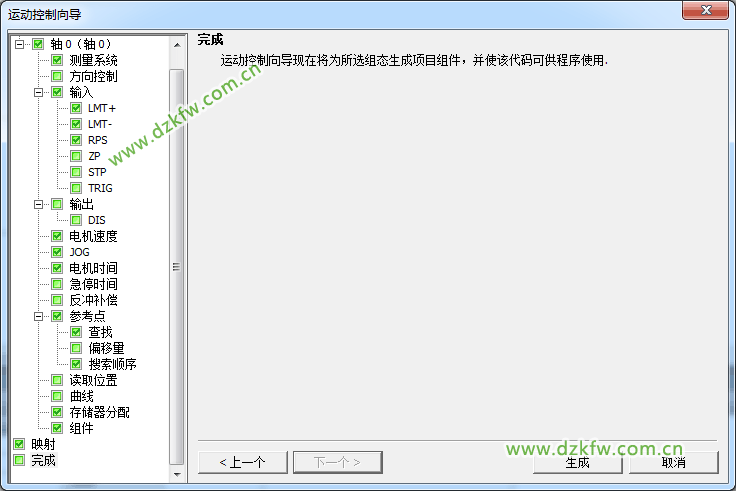
Ą┌╩«╦─▓ĮŻ║Ż©³cō¶╔·│╔╝┤┐╔Ż®
Ą┌ę╗▓ĮŻ║Ż©░čĮMæB┼õų├║├Ą─▀\äėŽ“ī¦Ž┬▌dĄĮPLCŻ®
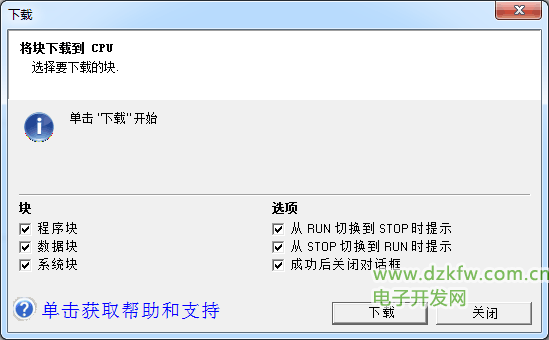
Ą┌Č■▓ĮŻ║Ż©ę╗Č©ę¬░čPLCš{ųŲĄĮSTOPĀŅæB▓╗─▄×ķRUN▀\ąąŻ¼ę“×ķ▀\äė┐žųŲš{įć├µ░Õų╗─▄į┌STOPĀŅæB▀\ąą┼cš{į毮

![]()
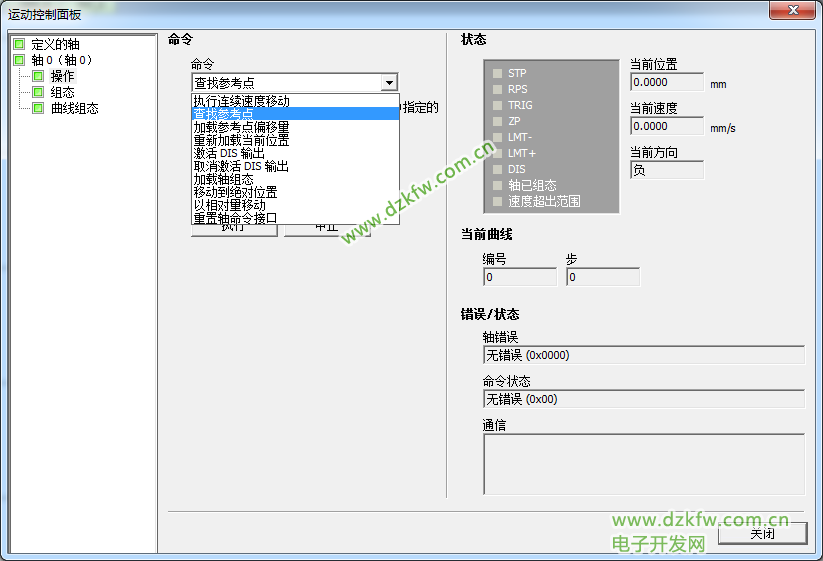
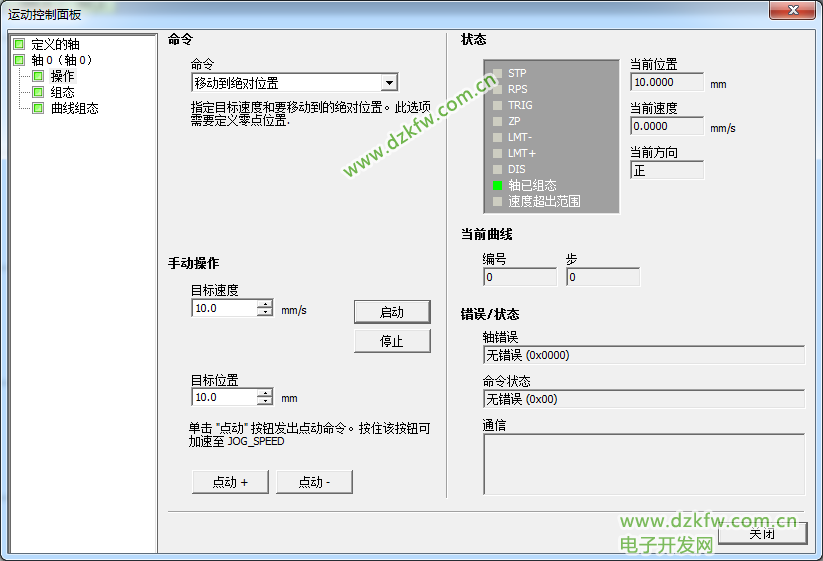
Ą┌╚²▓ĮŻ║Ż©STEP 7-MicroWIN SMARTŠÄ│╠▄ø╝■Ī¬ū¾╔ŽĮŪ▓╦å╬Ö┌Ī¬╣żŠ▀Ī¬▀\äė┐žųŲ├µ░ÕŻ®

Ą┌╦─▓ĮŻ║Ż©ķ_╩╝╬ęéā┐╔ęį▀xō±▓ķšęģó┐╝³cŻ¼ę▓Š═╩Ū╗žįŁ³cŻ®
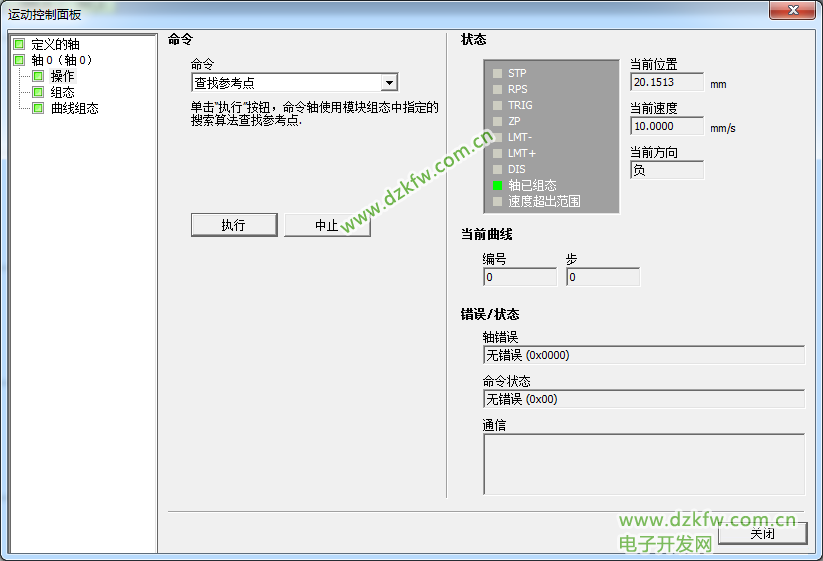
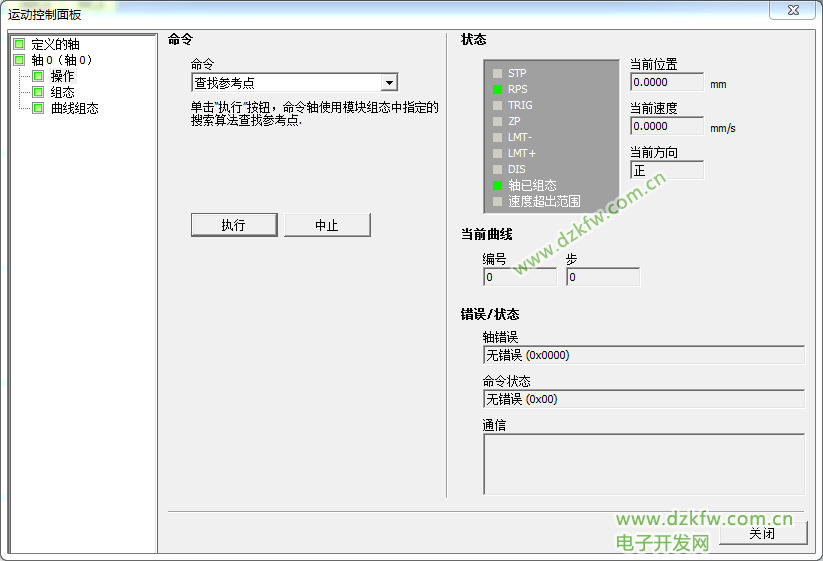
Ą┌╬Õ▓ĮŻ║Ż©Į^ī”╬╗ų├ęŲäėŻ®
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū