
你知道螺紋加工都有些什么方法嗎?
螺紋加工知識全面解析 www.zhimadaxue.com/hangye/chechuang/10295.html
一般的螺紋加工
一般的內(nèi)螺紋:可用絲錐攻絲。根據(jù)零件的加工要求,選擇標(biāo)準(zhǔn)的絲錐;
一般的外螺紋:可用不同規(guī)格的板牙加工。

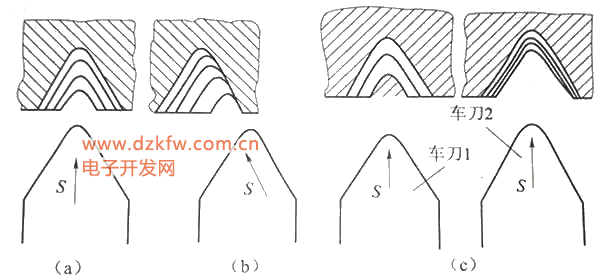
在車床上用車刀加工螺紋

車削螺紋的方法應(yīng)用最廣。
優(yōu)點:設(shè)備通用性強(qiáng),能獲得精度較高的螺紋。
缺點:生產(chǎn)率低,對工人的技術(shù)水平要求較高。
非標(biāo)準(zhǔn)的螺紋、大螺距的螺紋及鎖緊螺紋等都可以在車床上加工。
機(jī)床精度、刀具輪廓及安裝的精度、工人技術(shù)水平等,都會影響螺紋精度。
車削螺紋的進(jìn)刀方法如下圖所示:
螺紋的銑削加工
成批及大量生產(chǎn)中,廣泛采用銑削法加工螺紋。
銑削與車削的對比:
銑削螺紋比車削螺紋的生產(chǎn)成本高,精度一般為2~3級。
銑削時因系斷續(xù)切削,粗糙度比車削較高。
從所用銑刀的不同,銑削螺紋分為以下三種:
用圓盤銑刀加工、用梳狀銑刀加工及旋風(fēng)銑削。

用圓盤銑刀加工大尺寸的梯形螺紋及方牙螺紋時,精度不高,在銑削螺紋時會產(chǎn)生螺牙形狀的改變。因此一般是先用圓盤銑刀預(yù)銑,然后再用螺紋車刀進(jìn)行精加工。
加工大直徑的細(xì)牙螺紋時,常用組合銑刀(植刀),可以用于內(nèi)、外螺紋的加工,能夠加工緊鄰軸肩的螺紋,不需要退刀槽,加工精度則比圓盤銑刀低。
旋風(fēng)銑螺紋是一種高速的切削方法,如下圖所示。

在切削時,裝有幾把硬質(zhì)合金刀具的刀盤作高速旋轉(zhuǎn)運動(1000~3000r/min),工件安裝在卡盤中或頂尖上作緩慢的轉(zhuǎn)動(3~30r/min)。刀尖運動軌跡是一個圓,其中心與工件旋轉(zhuǎn)中心有一偏心值H,高速旋轉(zhuǎn)的刀盤與帶動它的電動機(jī)固定在車床的刀架溜板上,隨刀架溜板平行于工件軸心線作縱向進(jìn)給,工件每轉(zhuǎn)一轉(zhuǎn),攻進(jìn)一個螺距。由于刀盤中心與工件中心不重合,刀刃只在其圓弧軌跡上與工件接觸、因此是間斷切削,刀具可在空氣中冷卻。工件與刀盤的旋轉(zhuǎn)方向一般是相反的。刀齒的旋轉(zhuǎn)平面與垂直平面形成一角度并等于被切螺紋的升角。
旋風(fēng)銑螺紋時,生產(chǎn)率高。應(yīng)該指出,旋風(fēng)銑出的螺紋精度與工件的受熱程度和刀具的磨損有關(guān)。
擠壓螺紋
是一種無屑加工方法,生產(chǎn)率很高,在成批及大量生產(chǎn)中得到了廣泛的應(yīng)用。
擠壓螺紋時金屬內(nèi)部纖維不致被切斷破壞,故提高了螺紋強(qiáng)度。擠壓后螺紋能承受的拉伸強(qiáng)度高,疲勞強(qiáng)度比切削的大50倍。擠壓螺紋的尺寸范圍較寬(0.2~120mm)。
擠壓可分為兩大類:用搓板擠壓和用滾輪滾壓。
用搓板擠壓(如下圖)加工精度較低,但用滾輪滾壓則可得到較高的精度和較好的表面光潔度。

用滾輪壓螺紋的方法有單滾輪和雙滾輪滾壓等方式,如下圖所示為用雙滾輪滾壓螺紋的情況。
兩個滾輪中,一個是定滾輪,另一個是動滾輪。動滾輪可作徑向送進(jìn)運動,兩個滾子均主動旋轉(zhuǎn)而工件被帶動作自由旋轉(zhuǎn)。由于滾子在熱處理后可以磨,加工精度提商。
磨削螺紋
主要用于加工熱處理后具有較高硬度的螺紋。
工件淬火后的硬度較高,雖然還可以切削,但會使切削螺紋的刀具耐用度大大降低。另外,螺紋在熱處理后將引起螺紋輪廓的變形,因此,精密螺紋必須經(jīng)過磨削加工,以保證精度和表面光潔度。
磨削螺紋的方法主要有:用單線砂輪磨螺紋、用多線砂輪磨螺紋及無心磨削螺紋等。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底