
最全面的介紹。易于理解,學(xué)習(xí)。
普 通 車 床 操 作
實(shí) 訓(xùn) 指 導(dǎo)
(一)熟悉車工基本概念及其加工范圍
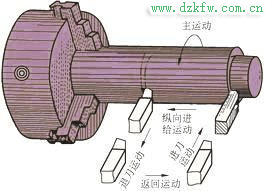
車工是在車床上利用工件的旋轉(zhuǎn)運(yùn)動(dòng)和刀具的移動(dòng)來(lái)改變毛坯形狀和尺寸,
將其加工成所需零件的一種切削加工方法。其中工件的旋轉(zhuǎn)為主運(yùn)動(dòng),刀具的移
動(dòng)為進(jìn)給運(yùn)動(dòng)(圖1-1)。
圖1-1 車削運(yùn)動(dòng)車床主要用于加工回轉(zhuǎn)體表面(圖1-2),加工的尺寸公差等級(jí)
為IT11~I(xiàn)T6,表面粗糙度Ra值為12.5~0.8μm。車床種類很多,其中臥式車
床應(yīng)用最為廣泛。

圖1-2 普通車床所能加工的典型表面
a)車外園 b)車端面 C)車錐面 d)切槽、切斷 e)切內(nèi)槽 f)鉆中心孔
g)鉆孔 h)鏜孔 i)鉸孔 j)車成形面 k)車外螺紋 l)滾花
(二)學(xué)習(xí)臥式車床型號(hào)及結(jié)構(gòu)組成
Ⅰ、機(jī)床的型號(hào)

主參數(shù)代號(hào)(最大車削直徑的1/10,即320mm)

機(jī)床型別代號(hào)(普通車床型)
機(jī)床組別代號(hào)(普通車床組)
機(jī)床類別代號(hào)(車床類)
主參數(shù)的1/10,即車床主軸軸線到導(dǎo)軌面的尺寸為160mm,
(其車削工件最大直徑為320mm)。
組別(普通車床)
類別(車床類)
Ⅱ、臥式車床的結(jié)構(gòu)
1.臥式車床的型號(hào)
臥式車床用C61³³³來(lái)表示,其中C為機(jī)床分類號(hào),表示車床類機(jī)床;61為
組系代號(hào),表示臥式。其它表示車床的有關(guān)參數(shù)和改進(jìn)號(hào)。
2.臥式車床各部分的名稱和用途
C6132普通車床的外形如圖1-3所示。
圖1-3 C6132普通車床
1-床頭箱;2-進(jìn)給箱;3-變速箱;4-前床腳;5-溜板箱;6-刀架;7 -尾架;8-絲杠;9-光
杠;10-床身;11-后床腳;12-中刀架;13-方刀架;14-轉(zhuǎn)盤;15-小刀架;16-大刀架
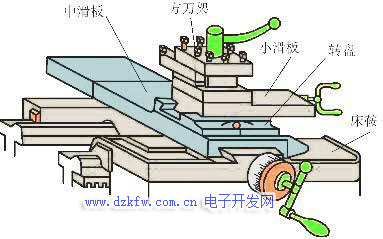
圖1-4 刀架

圖1-5 尾座
1頂尖 2套筒鎖緊手柄 3頂尖套筒 4絲桿 5螺母 6尾座鎖緊手柄 7手輪 8尾座體 9底座

(三) 臥式車床的傳動(dòng)系統(tǒng)
電動(dòng)機(jī)輸出的動(dòng)力,經(jīng)變速箱通過(guò)帶傳 動(dòng)傳給主軸,更換變速箱和主軸箱
外的手柄位置,得到不同的齒輪組嚙合,從而得到不同的主軸轉(zhuǎn)速。主軸通過(guò)卡
盤帶動(dòng)工件作旋轉(zhuǎn)運(yùn)動(dòng)。同時(shí),主軸的旋轉(zhuǎn)運(yùn)動(dòng)通 過(guò)換向機(jī)構(gòu)、交換齒輪、進(jìn)
給箱、光杠(或絲杠)傳給溜板箱,使溜板箱帶動(dòng)刀架沿床身作直線進(jìn)給運(yùn)動(dòng)。
(四) 臥式車床的各種手柄和基本操作
1.臥式車床的調(diào)整及手柄的使用
C6132車床的調(diào)整主要是通過(guò)變換各自相應(yīng)的手柄位置進(jìn)行的,詳見(jiàn)圖1-6。

圖1-6 C6132車床的調(diào)整手柄
1、2、6—主運(yùn)動(dòng)變速手柄 3、4—進(jìn)給運(yùn)動(dòng)變速手柄 5—刀架左右移動(dòng)的換向手柄 7—刀架
橫向手動(dòng)手柄 8—方刀架鎖緊手柄 9—小刀架移動(dòng)手柄 10—尾座套筒鎖緊手柄 11—尾座
鎖緊手柄 12—尾座套筒移動(dòng)手輪 13—主軸正反轉(zhuǎn)及停止手柄 14—“開合螺母”開合手柄
15—刀架橫向自動(dòng)手柄 16—刀架縱向自動(dòng)手柄 17—刀架縱向手動(dòng)手輪 18—光杠、絲杠更
換使用的離合器
2.臥式車床的基本操作
(1)停車練習(xí)(主軸正反轉(zhuǎn)及停止手柄13在停止位置)
1)正確變換主軸轉(zhuǎn)速。變動(dòng)變速箱和主軸箱外面的變速手柄1、2或6,可得到
各種相對(duì)應(yīng)的主軸轉(zhuǎn)速。當(dāng)手柄撥動(dòng)不順利時(shí),可用手稍轉(zhuǎn)動(dòng)卡盤即可。
2)正確變換進(jìn)給量。按所選的進(jìn)給量查看進(jìn)給箱上的標(biāo)牌,再按標(biāo)牌上進(jìn)給變
換手柄位置來(lái)變換手柄3和4的位置,即得到所選定的進(jìn)給量。
3)熟悉掌握縱向和橫向手動(dòng)進(jìn)給手柄的轉(zhuǎn)動(dòng)方向。左手握縱向進(jìn)給手動(dòng)手輪17,
右手握橫向進(jìn)給手動(dòng)手柄7。分別順時(shí)針和逆時(shí)針旋轉(zhuǎn)手輪,操縱刀架和溜板箱
的移動(dòng)方向。
4)熟悉掌握縱向或橫向機(jī)動(dòng)進(jìn)給的操作。光杠或絲杠接通手柄18位于光杠接通
位置上,將縱向機(jī)動(dòng)進(jìn)給手柄16提起即可縱向進(jìn)給,如將橫向機(jī)動(dòng)進(jìn)給手柄15
向上提起即可橫向機(jī)動(dòng)進(jìn)給。分別向下扳動(dòng)則可停止縱、橫機(jī)動(dòng)進(jìn)給。
5)尾座的操作。尾座靠手動(dòng)移動(dòng),其固定靠緊固螺栓螺母。轉(zhuǎn)動(dòng)尾座移動(dòng)套筒
手輪12,可使套筒在尾架內(nèi)移動(dòng),轉(zhuǎn)動(dòng)尾座鎖緊手柄11,可將套筒固定在尾座
內(nèi)。
(2)低速開車練習(xí) 練習(xí)前應(yīng)先檢查各手柄位置是否處于正確的位置,無(wú)誤后進(jìn)
行開車練習(xí)。
1)主軸啟動(dòng) —— 電動(dòng)機(jī)啟動(dòng)——操縱主軸轉(zhuǎn)動(dòng)——停止主軸轉(zhuǎn)動(dòng)——關(guān)閉電
動(dòng)機(jī)
2)機(jī)動(dòng)進(jìn)給——電動(dòng)機(jī)啟動(dòng)——操縱主軸轉(zhuǎn)動(dòng)—— 手動(dòng)縱橫進(jìn)給——機(jī)動(dòng)縱橫
進(jìn)給——手動(dòng)退回——機(jī)動(dòng)橫向進(jìn)給——手動(dòng)退回——停止主軸轉(zhuǎn)動(dòng)——關(guān)閉
電動(dòng)機(jī)
特別注意:
1) 機(jī)床未完全停止嚴(yán)禁變換主軸轉(zhuǎn)速,否則發(fā)生嚴(yán)重的主軸箱內(nèi)齒輪打齒現(xiàn)象
甚至發(fā)生機(jī)床事故。開車前要檢查各手柄是否處于正確位置。
2)縱向和橫向手柄進(jìn)退方向不能搖錯(cuò),尤其是快速進(jìn)退刀時(shí)要千萬(wàn)注意,否則
會(huì)發(fā)生工件報(bào)廢和安全事故。
3)橫向進(jìn)給手動(dòng)手柄每轉(zhuǎn)一格時(shí),刀具橫向吃刀為0.02mm,其圓柱體直徑方向
切削量為0.04mm。
(一)車刀
Ⅰ、刀具材料
1、刀具材料應(yīng)具備的性能
(1)高硬度和好的耐磨性。刀具材料的硬度必須高于被加工材料的硬度才能
切下金屬。一般刀具材料的硬度應(yīng)在60HRC以上。刀具材料越硬,其耐磨性就越
好。
(2)足夠的強(qiáng)度與沖擊韌度。強(qiáng)度是指在切削力的作用下,不致于發(fā)生刀刃
崩碎與刀桿折斷所具備的性能。沖擊韌度是指刀具材料在有沖擊或間斷切削的工
作條件下,保證不崩刃的能力。
(3)高的耐熱性。耐熱性又稱紅硬性,是衡量刀具材料性能的主要指標(biāo),它
綜合反映了刀具材料在高溫下仍能保持高硬度、耐磨性、強(qiáng)度、抗氧化、抗粘結(jié)
和抗擴(kuò)散的能力。
(4)良好的工藝性和經(jīng)濟(jì)性
2、常用刀具材料
目前,車刀廣泛應(yīng)用硬質(zhì)合金刀具材料,在某些情況下也應(yīng)用高速鋼刀具材
料。
(1)高速鋼 高速鋼是一種高合金鋼,俗稱白鋼、鋒鋼、風(fēng)鋼等。其強(qiáng)度、
沖擊韌度、工藝性很好,是制造復(fù)雜形狀刀具的主要材料。如:成形車刀、麻花
鉆頭、銑刀、齒輪刀具等。高速鋼的耐熱性不高,約在640℃左右其硬度下降,
不能進(jìn)行高速切削。
(2)硬質(zhì)合金 以耐熱高和耐磨性好的碳化物,鈷為粘結(jié)劑,采用粉末冶金
的方法壓制成各種形狀的刀片,然后用銅釬焊的方法焊在刀頭上作為切削刀具的
材料。硬質(zhì)合金的耐磨性和硬度比高速鋼高得多,但塑性和沖擊韌度不及高速鋼。
Ⅱ、車刀組成及車刀角度
車刀是形狀最簡(jiǎn)單的單刃刀具,其它各種復(fù)雜刀具都可以看作是車刀的組合
和演變,有關(guān)車刀角度的定義,均適用于其它刀具。
 返回頂部
返回頂部 刷新頁(yè)面
刷新頁(yè)面 下到頁(yè)底
下到頁(yè)底