
¤Á¢y(t¿»ng)Á─┐‗╝▄╚þ¤┬êD
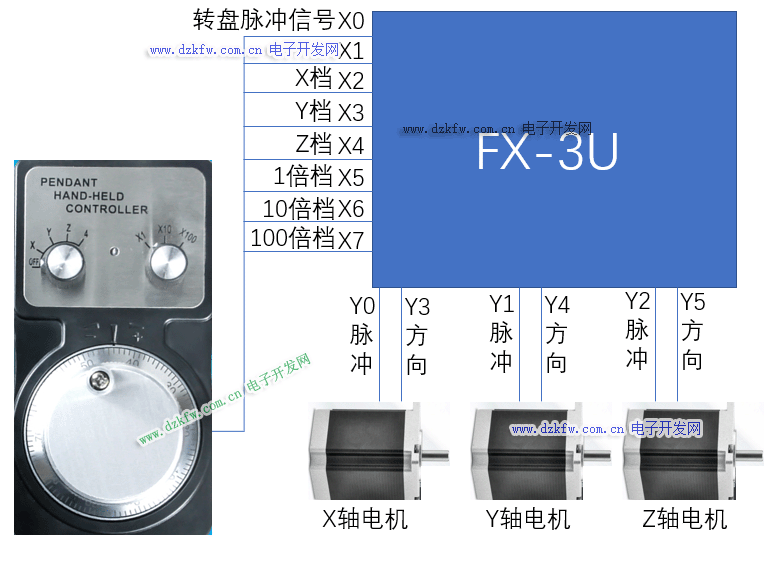
Ê╗┼_3UÁ─plcú¼┐ÏÍã┴╦3┼_▓¢▀MÙèÖCú¼ÀÍäe┐ÏÍã┴╦XíóYíóZ▀@3éǦSú¼PLC¢Ë┴╦Ê╗éÇ╩Íôu¦åú¼┐╔ÊÈ╩ÍäË┐ÏÍã▀@3éǦSú¼╩Íôu¦åÁ─Á┌Ê╗éÇð²Ôo┐╔ÊÈ▀xô±┐ÏÍã▓╗═¼Á─¦Sú¼Á┌Â■éÇæÊ─¯┐╔ÊÈ▀xô±╦┘Â╚Á─▒Â┬╩ú¼╚╗║¾═¿▀^ÌD(zhu¿ún)▒P┐ÏÍãÙèÖCı²À┤▀\ÌD(zhu¿ún)íú
Â■íóË▓╝■ÈOéõú║1ú«╚²┴ÔPLC ú║FX3U-16MT-ES-A
2ú«42▓¢▀MÙèÖC╠ÎÐbú║3┼_
3ú«öÁ(sh¿┤)┐ÏÖC┤▓ÙèÎË╩ͦå
╚²íó▄ø╝■ú║╦¨ðÞ▄ø╝■░µ▒¥ú║GX Works2ú¿1.576A░µ▒¥ú®
╦─íóI/OÀÍ┼õú║|
¦ö╚Ù³c |
Îóßî |
¦ö│÷³c |
Îóßî |
|
X0 |
╩ͦåA¤Ó |
Y0 |
X¦SÙèÖC├}ø_ |
|
X1 |
╩ͦåB¤Ó |
Y1 |
Y¦SÙèÖC├}ø_ |
|
X2 |
X¦SÖn╬╗ |
Y2 |
Z¦SÙèÖC├}ø_ |
|
X3 |
Y¦SÖn╬╗ |
Y3 |
X¦SÙèÖCÀ¢¤‗ |
|
X4 |
Z¦SÖn╬╗ |
Y4 |
Y¦SÙèÖCÀ¢¤‗ |
|
X5 |
1▒ÂÖn |
Y5 |
Z¦SÙèÖCÀ¢¤‗ |
|
X6íí |
10▒ÂÖn |
Y6 |
|
|
X7 |
100▒ÂÖn |
Y7 |
╬Õíó│╠ð‗¥Äîæ╝░╦╝┬Àú║
ú¿1ú®©¨ô■(j¿┤)3U©▀╦┘ËïöÁ(sh¿┤)ã¸Á─▒Ý©±ú¼┐╔ÊÈıÊÁ¢X0║═X1îªæ¬Á─©▀╦┘ËïöÁ(sh¿┤)ã¸îªæ¬Á─©▀╦┘ËïöÁ(sh¿┤)ã¸╩ÃC251íú

╬ÊéâÍ╗ðÞʬ░Ð╩ͦå╔¤ÌD(zhu¿ún)▒PÁ─â╔éÇð┼╠û³cú¼¢Ë╚ÙX0║═X1¥═┐╔ÊÈú¼Ë├ÊȤ┬Á─│╠ð‗¥═─▄╝oõø╩ͦå░l(f¿í)│÷Á─├}ø_ð┼╠ûéÇöÁ(sh¿┤)

ú¿2ú®═¿▀^M8012Á─╔¤╔²ÐÏð┼╠ûË├DMOVÍ©┴¯░Ð├}ø_öÁ(sh¿┤)Îx╚íÁ¢D0└´├µú¼├┐©¶100msÎx╚í1┤╬ú¼1▒ÂÖnòr╬Êéâ│╦ÊÈ10▒ÂÀ┼Á¢D2╝─┤µã¸└´├µú¼¥═╩äӫöË┌╦Ò│÷┴╦1├Ù└´├µ─▄ë‗░l(f¿í)╦═Á─├}ø_öÁ(sh¿┤)ú¼1s░l(f¿í)╦═Á─├}ø_öÁ(sh¿┤)¥═╩ÃÁ─¯l┬╩ú¼║¾├µ┐ÏÍãÁ─│╠ð‗¥═Ë├▀@éÇD2Á─öÁ(sh¿┤)ô■(j¿┤)╚Ñ┐ÏÍãú¼10▒ÂÖn¥═┐ÏÍã│╦ÊÈ100ú¼100▒ÂÖn¥═│╦ÊÈ1000ú¼Î¯║¾├µÃÕ┐ı¤┬▀@éÇ©▀╦┘ËïöÁ(sh¿┤)ã¸íú▀@ÿË├┐©¶100ms¥═╦óð┬Ê╗░ÒöÁ(sh¿┤)ô■(j¿┤)ú¿▀@└´╬ÊÁ─╩ͦåÊ╗╚ªÁ─├}ø_öÁ(sh¿┤)║═▓¢▀MÙèÖCÌD(zhu¿ún)Ê╗╚ªðÞʬÁ─├}ø_öÁ(sh¿┤)╩ÃÊ╗Í┬Á─ú¼╝┘╚þ▓╗═¼ú¼─Ã─ÒðÞʬ©¨╦¹éâÁ─▒╚ÍÁ╚ÑÎ÷Ê╗éÇ│╦À¿╗‗ı▀│²À¿Á─▀\╦Òú®ú¼┴Ý═Ôú¼3UÁ─plcø]Ëð╩ͦå┐ÏÍãÁ─╣ª─▄ú¼╬Êéâ│╠ð‗ø]ÌkÀ¿Î÷Á¢¢^îªÁ─═¼▓¢ú¼äËθ┤µÈ┌ı`▓¯íú

ú¿3ú®Ë╔Ë┌Ë▓╝■Á─¤ÌÍãú¼¯l┬╩Ê╗│¼▀^10000HZòr▓¢▀MÙèÖC¥═┐ÏÍã▓╗┴╦ú¿▓╗═¼Á─ÙèÖCË▓╝■▀@éǯl┬╩┐╔─▄▓╗Ê╗ÿËú¼▓╗Ê╗¿╩Ã10000ú®ú¼╦¨ÊÈ▀@éÇàóöÁ(sh¿┤)ðÞʬ©¨ô■(j¿┤)─ÒîìÙHÁ─öÁ(sh¿┤)ô■(j¿┤)╚Ñ£yÈç▀@éÇöÁ(sh¿┤)ô■(j¿┤)ÂÓ┤¾╩ÃÿO¤Ìú¼À└Í╣╬Êéâ╩ͦåôuÁ─▀^┐ýú®ú¼╦¨ÊȤ┬├µÎ÷┴╦¤ÌÍã

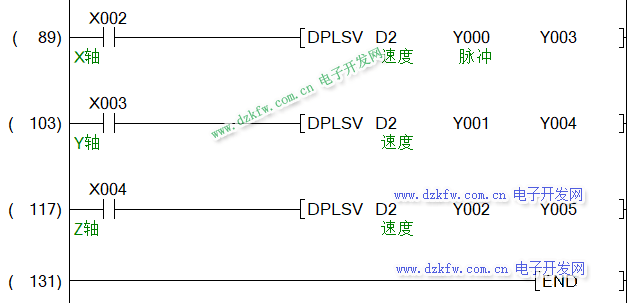
ú¿4ú®Î¯║¾├µú¼╩╣Ë├┐╔Îâ╦┘├}ø_¦ö│÷Í©┴¯┐ÏÍãú¼▓╗═¼Á─¦SÁ─X³cîªæ¬▓╗═¼Á─Y³c▀Mðð¦ö│÷ú¼¯l┬╩▓╔Ë├Ã░├µËï╦Ò│÷üÝÁ─D2▀Mðð┐ÏÍãíú
 ÀÁ╗ÏÝö▓┐
ÀÁ╗ÏÝö▓┐ ╦óð┬Ýô├µ
╦óð┬Ýô├µ ¤┬Á¢ÝôÁÎ
¤┬Á¢ÝôÁÎ