
機械手臂控制系統如圖7-17所示。它的主要功能是實現工件的搬運,是一個水平/垂直位移的機械設備。該系統是集控制,檢測一執行于一體的綜合性裝置。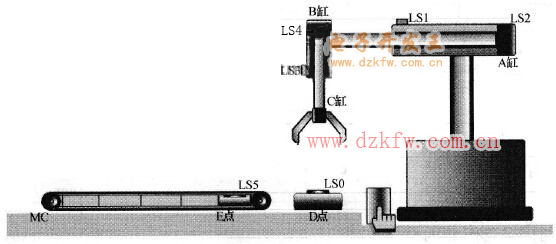
圖7-17 機械手臂控制系統
1.控制要求
機械手臂的全部動作由氣缸驅動,汽缸由相應的電磁閥控制。具體功能要求如下:
1)工件的補充使用人工控制,可直接將工件放在D點(LS0動作)。
2)只要D點有工件,機械手臂即先下降(B缸動作)將工件抓取(C缸動作)后上升(B缸復位),再將工件搬運(A缸動作)到E點上方,機械手臂再次下降(B缸動作)后放開(C缸復位)工件,機械手臂上升(B缸復位),最后機械手臂再回到原點(A缸復位)。
3)A、B、C缸均為單作用氣缸,使用電磁控制。
4)C缸在抓取或放開工件后,都需有1s的間隔,機械手臂才能動作。
5)當,E點有工件且B缸已上升到LS4時,傳送帶電動機轉動以運走工件,經2s后傳送帶電動機自動停止。工件未完全運走(計時未到)時,則應等待傳送帶電動機停止后再將工件移走。
6) LS0→D點有無工件偵測用限制開關
LS1→A缸前行限制開關(左極限)
LS2→A缸退回限制開關(右極限)
LS3→B缸下降限制開關(下極限)
LS4→B缸上升限制開關(上極限)
LS5→E點有無工件偵測用限制開關
2.功能分析
1)原點復位:選定以A缸退回至右極限位置( LS2 ON)、B缸上升至上極限位置( LS4 ON)及C缸松開為機械手臂的原點。執行一個動作之后,應做原點復位的偵測(因為A、B、C缸均為單作用氣缸,所以會自動退回原點)。
2)工件搬運流程:依題意其動作為一循環式單一順序流程。
3)傳送帶流程:在偵測到E點有工件且B缸在上極限位置時,應驅動傳送帶轉動。
4)上述兩個流程可以同時進行,因此使用并進分支流程來完成組合。
3.元件分配
D點工件傳感器LS0,使用輸入繼電器X0;A缸左限位傳感器LS1,使用輸入繼電器X1。
A缸右限位傳感器LS2,使用輸入繼電器X2;B缸下限位傳感器LS3,使用輸入繼電器X3。
B缸上限位傳感器LS4,使用輸入繼電器X4;E點工件傳感器LS5,使用輸入繼電器X5。
A缸驅動,使用輸出繼電器Y0;B缸驅動,使用輸出繼電器Y1。
C缸驅動,使用輸出繼電器Y2;傳送帶驅動,使用輸出繼電器Y3。
元件分配圖如圖7-18所示。
4.繪制狀態流程圖
1)原點復位流程圖如圖7-19所示。
2)工件搬運流程圖如圖7-20所示。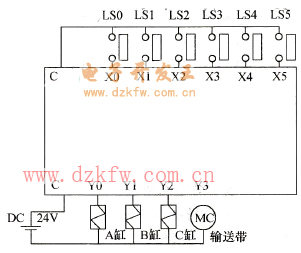
圖7-18 元件分配圖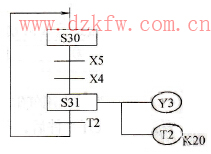
圖7-19 原點復位流程圖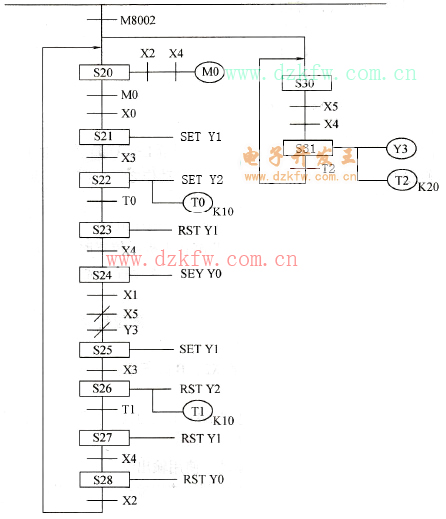
圖7-20 工件搬運流程
3)轉換為步進階梯圖如圖7-21所示。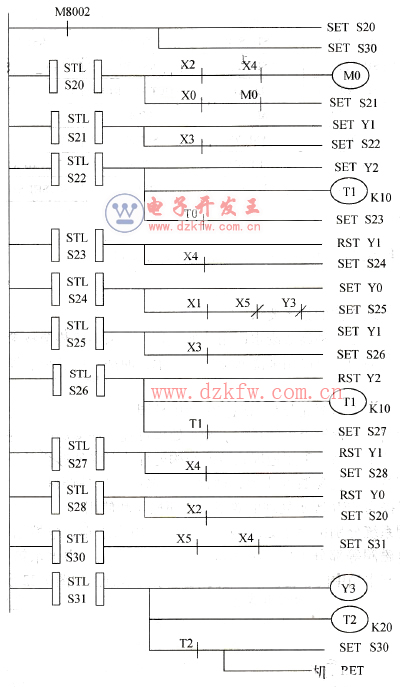
圖7-21 步進階梯圖
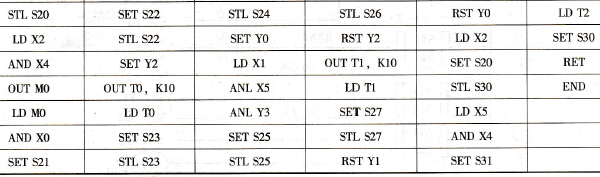
5.程序清單
程序清單見表7-8。
表7-8 程序清單表

 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底