
業余電子制作和維修過程中,難免遇到焊接電池極片或薄鋼板,而要確保順利完成這一任務就離不開電焊機。電焊機通常可分為直流電焊機和交流電焊機兩種,這里介紹的是交流電焊機,它由降壓變壓器、電流調節器和散熱系統以及焊接導線、把手等附件組成。焊接時不必使用電焊條,只需把欲焊接的兩工件分別作為電路的兩個電極,利用接觸電阻處產生的高溫,將金屬瞬間熔化,從而將工件牢牢焊接在一起。由于購買成品電焊機價格不菲,倘若你覺得自己動手能力還不算太弱,也可以和筆者一樣充分發揮DIY精神,來制作一臺實用的微型交流電焊機。
電路工作原理
如圖1所示,B2是降壓變壓器。也是電焊機的核心部件。AB2整流橋、單向可控硅SCR、單結晶體管UJT、電阻R2、R3、R4、R5、電容C2及電位器RP構成了焊接電流無級調節器。直流電流表A用于間接指示焊接工作電流大小。剛與LED組成電源指示電路。小型變壓器B1、整流橋AB1、電容C1以及風扇M構成了散熱系統。
由圖可以看出設備電路十分簡潔,要說復雜就只能算是電流調節器了。它利用單結晶體管的負阻特性組成張弛振蕩器,來作為單向可控硅的觸發電路。由于單結晶體管張弛振蕩器的電源取自橋式整流電路輸出的全波脈動直流電壓。當可控硅沒有導通時,張弛振蕩器的電容C2經R2、R5及RP充電,電容兩端電壓VC2按指數規律上升。到單結晶體管的峰點電壓VP時。單結晶體管UJT突然導通,基區電阻RB1急劇減小。電容C2通過PN結向電阻R4迅速放電,使R4兩端電壓Vg發生一個正跳變。形成陡峭的脈沖上升沿,隨著電容C2放電,VC2按指數規律下降,當低于谷點電壓V 時單結晶體管截止。
在R4兩端輸出的是尖頂觸發脈沖。使得可控硅SCR導通。B2初級繞組內有交流電流流過,同時可控硅兩端壓降變得很小,迫使張弛振蕩器停止工作,當交流電壓過零瞬間,可控硅被迫關斷。張弛振蕩器再次得電,電容C2又開始充電,這樣周而復始不斷重復上述過程。調節電位器RP可以改變電容C2的充電時間,也就是改變張弛振蕩器振蕩周期。自然也就改變了每次交流電壓過零后張弛振蕩器發出第一個觸發脈沖的時刻。相應地改變了可控硅SCR的導通控制角,使加在B2初級繞組兩端的電壓發生變化。最終達到調節控制次級輸出電流的目的。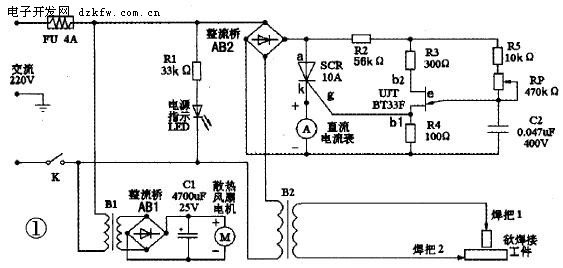
器件的選擇及測試
降壓變壓器B2選用的是廢舊彩色電視發射機聲末高功放電子管FU-720F的燈絲變壓器。初級交流電壓220V。次級交流電壓4 V。穩定輸出電流可達80A。如果一時找不到諸如此類合適的低電壓大電流變壓器,也完全可以自制,首先找一個功率300W 以上的220V交流電源變壓器,拆除原次級繞組線圈。另用0,5平方厘米以上的銅質電纜線在變壓器上繞6~10匝,確保輸出電壓約為4V即可。
單結晶體管選用BT33F,單向可控硅選用CR10AM,實際制作前還要檢測一下好壞并分清引腳電極。對單結晶體管。首先判定發射極e,將指針式萬用表電阻檔置于R X 1k檔,用兩表筆測得任意兩個電極間的正、反向電阻均相等(約2~1OkΩ)時,這兩個電極即為b1和b2,余下的一個電極為發射極e,接著區分第一基極b1與第二基極b2,將黑表筆接E極,用紅表筆依次去接觸另外兩個電極,分別測得正向電阻值。由于管子構造上的原因,第二基極b2靠近PN結,所以發射極e與b2間的正向電阻應略小于e與b1間的正向電阻,范圍均在幾到十幾kΩ。因此測得阻值較小時紅表筆所接的電極即為b2。阻值較大時紅表筆所接的則為b1。不過即使b1、b2弄顛倒了。正常情況下也不會損壞管子。只會影響輸出脈;中的幅度,如果發現輸出的脈沖幅度偏小時。只需將兩個基極對調就可以了。
單向可控硅外形酷似大功率三極管。判別其陽極(a)、陰極(k)和控制極(g)三電極引腳時。要用指針式萬用表R×10檔。測量阻值與其余兩腳
均不通(正反阻值達幾百千歐以上)的則為A極。再測剩余兩腳問阻值。阻值較小(約為幾十或幾百歐)時。黑表筆所接的為g極。另一腳為k極。如果測試結果與上述情況不符。說明元件已壞。
直流電流表A可以用易購的毫安表并接一段長導線代替。導線就相當于一個小阻值的分流電阻。具體長度要根據實際使用顯示情況適當修剪后確定。散熱風扇使用常見的直流12V電腦風扇,變壓器B1次級取10V即可。電阻要選2W 以上的,FU 選250V、4A的保險絲。考慮次級輸出的電流較大,焊把導線應采用紫銅芯線,并要有足夠的截面,以保證在使用過程中不會因過載而發燙。
最后提請注意的是,電路組裝完畢要安放到合適的金屬外殼內,除保證良好通風外,整個電路要與外殼良好絕緣,同時外殼還要可靠接地。
使用注意事項
三芯插頭接好220V市電,將電源開關K閉合。電源指示燈LED點亮。同時散熱風扇開始運轉工作,轉動電位器RP旋鈕,調節好合適的焊接電流,即可進行焊接作業了。因焊接電流限制,金屬工件直徑不能大于3mm或厚度不大于0.5mm,焊接時要保持工件平穩,可用老虎鉗等夾具將一焊把固定在一工件上,另一焊把接觸另一工件,待金屬熔化后斷開一個焊把電極即可。此外,還可以在薄金屬板上打孔,或將一焊把夾緊金屬工件,用另一焊把電極作筆在工件上刻字、繪畫等。
操作電焊機應了解和掌握安全用電知識。帶有市電的線路部分絕緣要可靠。焊接導線與電焊機、焊鉗連接應用螺栓、螺母,加上墊圈并擰緊。對電焊機內部還須定期檢查,發現連接有松動或脫焊現象,應及時擰緊和焊牢。導線有殘破時,應及時更換或處理;當焊接工作完畢或暫停使用時,應立即切斷電源,移動電焊機時務必切斷電源;由于電焊時有大量火花噴出,焊件溫度也極高,為安全起見,焊接時要遠離易燃易爆物品,室外作業還要注意防雨;為減少焊接時產生的較強紫外線輻射危害。連續工作時間不能過長,并盡量穿戴帆布做的防護服和手套。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底