
一:機械制圖基本知識:
1:零件尺寸的讀數及測量: 車間測量零件尺寸的基本工具:卷尺和游標卡尺。
1.1:卷尺一格的距離為1mm .
1.2:游標卡尺的讀數方法。
1.2.1以10分游標卡尺的讀數為列:
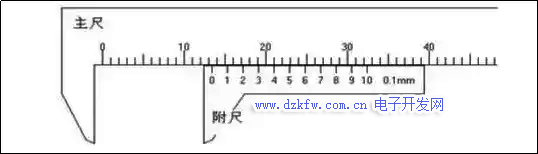
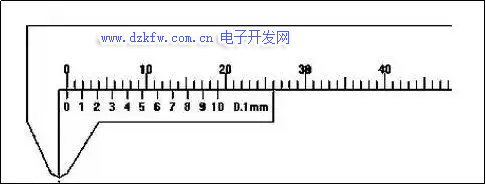
正確讀法:分三個步驟 1. 先讀主尺的刻度值, 精密度為 1 mm 附尺“0”刻度位於 主尺刻度“13” 與 “14” 之間, 所以主尺刻度為 13 mm 2. 再看 附尺與主尺重疊的刻度. 精密度為 0.1 mm(附尺右下角標注) 附尺上“4”刻度與主尺重疊, 所以附尺刻度為 0.1X4=0.4 mm 3. 將主尺與附尺 數值相加 上面刻度代表 13.4 mm 所以該游標卡尺的讀數為:13.4mm. 1.2.2游標卡尺的歸零。
1.3 簡單說明標注了尺寸公差的零件的合格尺寸的讀法: 鈑金零件的尺寸標注了公差后的合格尺寸讀數。通過以下幾個例子來具體講解。例如1:![]()
,它的意思表示如下:+0.3表示取上公差。-0.5標識取下公差。故合格尺寸為:80-0.5到80+0.3 即79.5到80.3為合格尺寸。
再如2:![]()
,它的意思表示合格尺寸在64-0.5到64+0.5之間。即:63.5到64.5為合格尺寸。 其它尺寸讀法類推。
1.4下面為一份圖紙的標題欄內容。標題欄位于圖框的右下角,零件的名稱、圖號、設計者、材料等都要在標題欄里表達清楚。

2:機械制圖知識及對照圖紙,翻轉零件的快捷識圖法:
2.1機械圖概念:產品或機械設備在設計、制造、檢驗、安裝等過程中所使用的工程圖樣總稱為機械制造圖,簡稱機械圖,它是工業生產中必不可少的技術文件。
2.2要看懂機械圖樣,首先要看懂圖樣中的視圖,因為它表達了物體的形狀。要了解視圖是怎樣形成的,就必須先認識一下投影。投影需要有光源、投射線、物體和投影面四個條件才能得到。太陽照射樹木,陽光在地面上投下了樹木的影子,這其中,太陽叫做光源,太陽的光線叫做投射線,受光線照射的樹木叫做物體,出現影子的地面叫做投影面,投影面上的影子即投影。利用這個原理將空間物體反映到平面上的方法叫投影法。如果假設光源在無限遠處,因此投射線之間可看成互相平行,并且垂直于投影面,這種投影法就稱為正投影法。正投影法能準確地表達物體的形狀,度量性好,畫圖方便,在工程上得到廣泛運用。視圖:用正投影法繪制的物體的圖形稱為視圖。

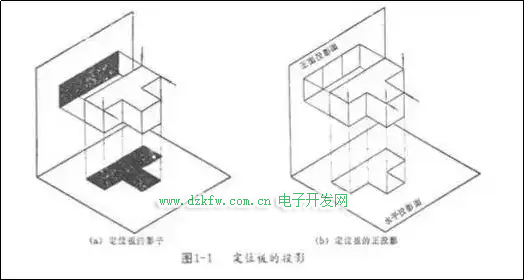
我們在日常生活中看到的物體的投影都是黑影。如圖1-1(a)所示,定位板采用正投影法,得到的投影就呈黑影。它只能表達定位板外形輪廓,故正對物體前面去看,前面的中間凸起部分就表達不清。因此,我們在利用正投影原理時,要以視線代替投射線,把物體所有的輪廓,用規定的圖線畫出來,這樣所得的平面圖形就叫視圖,如圖1-1(b)所示。前面講的正對著看物體的視圖,就是用正投影法原理獲得視圖的通俗說法,也就是說用視線垂直于投影面去看物體而獲得的視圖。
2.3物體的三視圖:
2.3.1用正投影法在一個投影面上繪制的物體的圖形只能反映物體的一個方向的形狀因此,常用三視圖來表達。即常用的主視圖、俯視圖和左視圖。這三個視圖的三個投影面的立體位置如圖1-2所示。這三個投影面好象室內的一角,即象相互垂直的兩堵墻壁和地板那樣。

2.3.2三個投影面與三視圖 圖1-3是一個零件,它是從前、上、左三個方向向三個投影面投影后所得的視圖。主視圖----從零件的前面往后看,在正面投影面上畫出的視圖。它反映了零件的長與高方向的形狀和大小。 左視圖----從零件的左面往右看,在側面投影面上畫出的視圖。它反映了零件的寬與高方向的形狀和大小。 俯視圖----從零件的上面往下看,在水平投影面上畫出的視圖。它反映了零件的長與寬方向的形狀和大小。
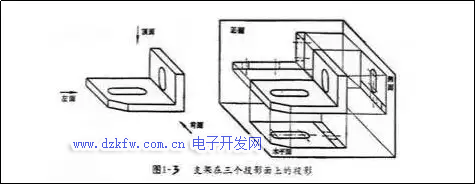
為了看圖方便,要把立體的三個視圖畫在同一張圖紙上,這就必須把三個投影面展開攤平在同一平面上,如1-4所示。怎樣展開呢?首先,使正面位置保持不動,將水平面向下旋轉90°,再將側面向右旋轉90°,這樣就得到了展開后的三視圖。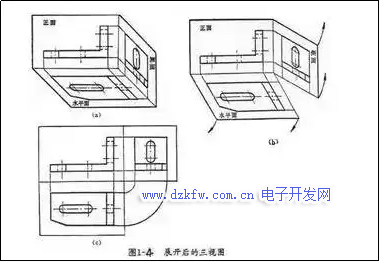
2.3.3視圖與視圖之間的關系(三視圖之間的關系) 物體都有長、寬、高三個方向以及上下、左右、前后六個方位,三視圖的每個視圖都反映出兩個方向的形狀和四個方位,如圖1-5所示,主視圖反映物

體的長度和高度以及物體的上、下、左、右四個方位;俯視圖反映物體的長度和寬度以及物體的左、右、前、后四個方位;左視圖反映物體的高度和寬度以及物體上、下、前、后四個方位;三個視圖反映的形狀大小和方位是同一個物體的長、寬、高及其相同的方位。現著重說明如下:左視圖的左側(即靠近主視圖的一側)表示物體的后面,左視圖的右側表示物體的前面,左視圖中從左側到右側表示物體的寬度,與俯視圖中的寬度相對比。 由上圖(圖1-5)可知,兩個視圖共同反映了物體同一方向的大小,如主視圖和俯視圖,它們都反映了物體的同一長度,主視圖和左視圖反映了物體的同一高度,俯視圖和左視圖反映了物體的同一寬度。因此,三個視圖之間應保持如下的“三等”關系,即: 主、俯視圖左右長相等;主、左視圖上下高平齊;俯、左視圖前后寬相等。 簡言之,就是“長對正、高平齊、寬相等”。
2.4 看零件圖的方法 在實際工作中,常遇到看零件圖的問題。看零件圖就是根據零件圖的內容,想象出該零件的結構形狀,了解零件各部分的尺寸和技術要求等,以便制定加工零件的方法和工序,或是作為技術參考資料,在此基礎上進一步研究零件結構的合理性,能夠不斷的改進和創新。
2.4.1 概括了解零件在機器上的作用 拿到一張零件圖,先從標題欄入手,了解零件圖的名稱,從材料欄中了解它的材料,由圖形的總體尺寸估計零件的實際大小。根據已有的實際知識,大概了解它的作用。了解零件的作用以及各有關零件的關系,可為進一步分析零件的結構形狀和尺寸、技術要求等打下一定的基礎。
2.4.2 分析視圖。確定零件的結構形狀 想象出零件的形狀,是看零件圖的主要目的之一。要從各個圖形所表達的內容來想象和確定零件的形狀。看圖時,線由主視圖開始,再配合其他視圖一起看。要理解每個圖形所表達的內容,可分以下三步進行:
1) 先了解所看的零件圖共由多少個視圖、局部視圖及剖視圖、剖面圖所組成,它們之間的關系是怎樣的。
2) 分析形體,對其組成部分逐個地利用投影規律(三等關系)進行分析,直到看懂每一部分的形狀。
3) 通過以上的形體和結構分析,綜合起來就可以想象出零件整體的外形輪廓,并進一步想象出它的內部形狀和各部分的詳細結構。
2.4.3 看技術要求,了解加工過程和對制造的要求 零件圖上所標注的技術要求,是對零件在加工、檢驗和安裝的過程中的質量要求。由圖上所標注的表面粗糙度代號、尺寸公差、幾何形狀和相互位置公差等內容可以知道該零件的加工過程、主要加工面,可更深入地了解零件的形狀、結構和尺寸之間的關系。
2.4.4 綜合、歸納和總結,對零件獲得全面了解
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底