
異種金屬是指含有不同元素的金屬(如鋁、銅等)或由相同的基本金屬(如碳鋼、不銹鋼等)形成的某些合金,其冶金性能如物理化學(xué)性能有顯著差異。它們可以用作母材、填充金屬或焊接金屬。
異種材料焊接是指在一定的工藝條件下,將兩種或兩種以上不同的材料(不同的化學(xué)成分、金相組織和性能)焊接的過程。在異種金屬的焊接中,常見的是異種鋼的焊接,其次是異種有色金屬的焊接和鋼與有色金屬的焊接。
聯(lián)合的形式,有三種基本情況,即兩個不同的賤金屬的聯(lián)合,聯(lián)合相同的賤金屬,但不同的填充金屬(如聯(lián)合與奧氏體中碳調(diào)質(zhì)鋼焊接的焊接材料),和復(fù)合金屬板的聯(lián)合。
不同材料的焊接是將兩種不同的金屬焊接在一起,產(chǎn)生與母材具有不同性能和組織的過渡層。由于不同金屬在元素性能、物理性能和化學(xué)性能上存在顯著差異,不同金屬的焊接在焊接機理和操作工藝上要比相同材料復(fù)雜得多。
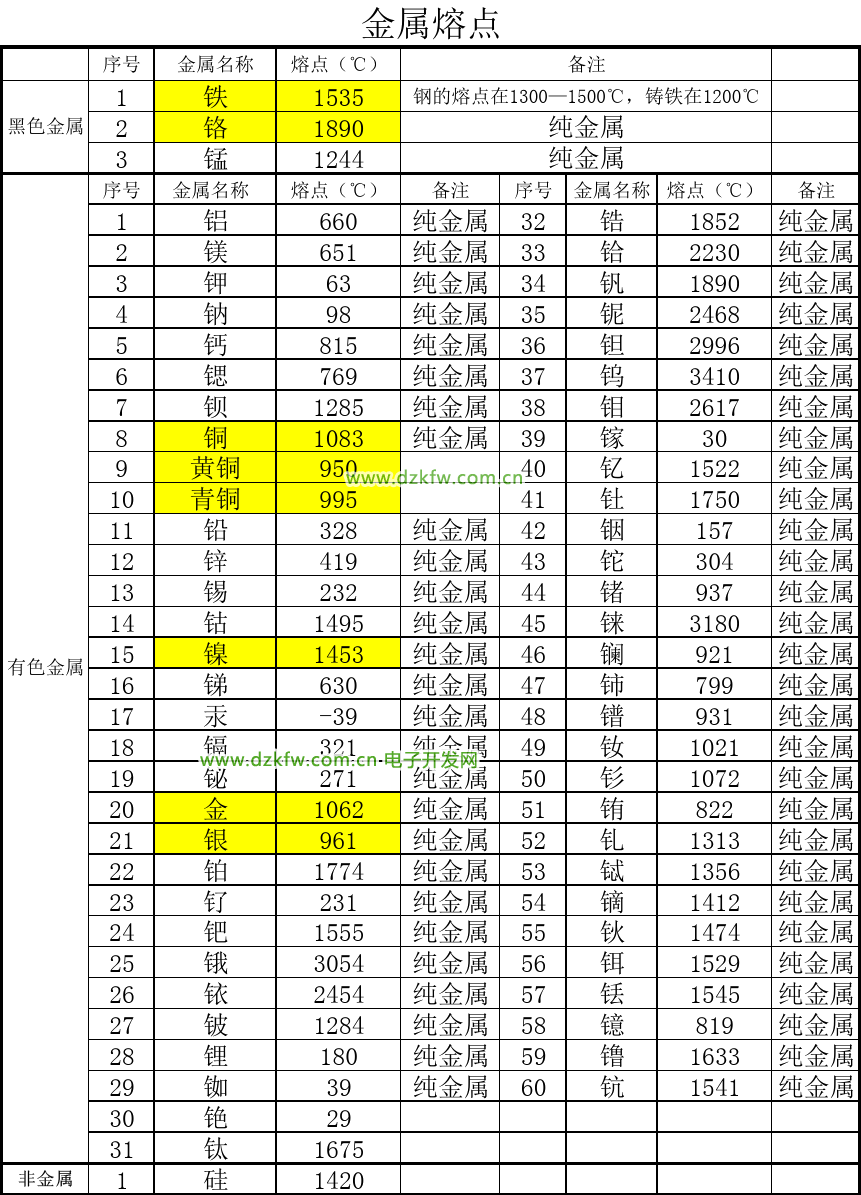
異種金屬熔點差的越大越不好焊,焊條熔點得高于或者等于熔點高的母材,這就容易讓熔點低的母材流淌、熱焓大,熱焓大凝固慢,組織疏松強度降低。
實際工作中,異種金屬沒有焊接的,一般是螺栓緊固(地線),溫度控制的熱脹冷縮片是兩種近似的材料滾焊的。
異種材料焊接存在的主要問題如下:
1、不同材料之間的熔點差異越大,越難焊接。
這是因為當(dāng)?shù)腿埸c的材料達到熔化狀態(tài)時,高熔點的材料仍處于固態(tài)。此時,熔化的材料容易滲透到過熱區(qū)晶界,造成低熔點材料的損失,合金元素的燃燒或蒸發(fā),使焊接接頭難以焊接。例如,在焊接鐵和鉛時(熔點差別很大),兩種材料在固態(tài)時既不能相互溶解,在液態(tài)時也不能相互溶解。液態(tài)金屬呈層狀分布,冷卻后分別結(jié)晶。
2、不同材料之間的線膨脹系數(shù)差越大,越難焊接。
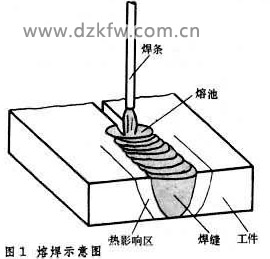
線膨脹系數(shù)越大,熱膨脹速率越大,冷卻時收縮越大,熔池結(jié)晶時會產(chǎn)生較大的焊接應(yīng)力。這種焊接應(yīng)力不易消除,導(dǎo)致焊接變形較大。由于焊縫兩側(cè)材料的受力狀態(tài)不同,很容易在焊縫和熱影響區(qū)產(chǎn)生裂紋,甚至導(dǎo)致焊縫金屬和母材剝落。
3.不同材料的導(dǎo)熱系數(shù)和比熱容差越大,焊接難度越大。
材料的導(dǎo)熱系數(shù)和比熱容會使焊縫金屬的結(jié)晶條件惡化,晶粒嚴(yán)重變粗,影響難熔金屬的潤濕性。因此,焊接時應(yīng)選用強熱源,熱源的位置應(yīng)向?qū)嵝院玫哪覆囊粋?cè)傾斜。
4、不同材料之間的電磁性能差異越大,焊接就越困難。
因為材料的電磁差越大,焊接電弧越不穩(wěn)定,焊縫越差。
5、不同材料之間形成的金屬間化合物越多,焊接就越困難。
由于金屬間化合物的脆性,很容易在焊縫中產(chǎn)生裂紋甚至斷裂。
6、在異種材料焊接過程中,由于焊接區(qū)金相組織的變化或新形成的組織,導(dǎo)致焊接接頭性能惡化,給焊接帶來很大的困難。
接頭的熔合區(qū)和熱影響區(qū)力學(xué)性能較差,特別是塑性韌性明顯下降。由于接頭韌性的降低和焊接應(yīng)力的存在,異種材料焊接接頭容易產(chǎn)生裂紋,特別是在焊接熱影響區(qū)。
7、不同材料的氧化性越強,越難焊接。
如果采用熔焊法焊接銅鋁,很容易在熔池中形成銅鋁氧化物。冷卻結(jié)晶過程中,晶界中氧化物的存在降低了晶間結(jié)合力。
8、不同材料焊接時,焊縫和兩種母材很難滿足強度相等的要求。
這是因為低熔點的金屬元素在焊接過程中容易燃燒和蒸發(fā),使焊縫的化學(xué)成分發(fā)生變化,降低了機械性能,特別是焊接不同的有色金屬。
二、電焊焊條融化和電流的關(guān)系
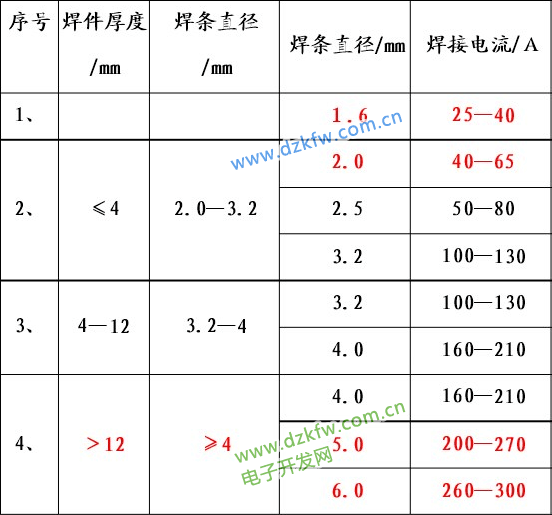
電焊焊條融化速度與電流大小成正比,電流越大,金屬熔化越快,熔深也越大、金屬飛濺也大,同時易產(chǎn)生燒穿、咬邊等缺陷;電流過小,易產(chǎn)生未焊透、夾渣等缺陷,而且生產(chǎn)率低。確定焊接電流時,應(yīng)考慮到焊條直徑、焊件厚度、接頭型式、焊接位置等因素,其中主要的是焊條直徑。
焊接厚度,電流,焊條直徑關(guān)系對照表:
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底