
文章目錄
一、軟件簡介
AutoShop是匯川小型PLC上位機軟件,擁有友好的編程、調試環境,支持多種編程語言,豐富、強大的通訊、控制功能;
特點:
● 友好的編程環境,支持梯形圖、指令表、步進梯形圖(SFC)、G代碼編程語言;
● 靈活的通訊方式,可通過COM、USB、以太網與PLC進行交互,極大方便了用戶;通過遠程功能可實現遠程操作、遠程協同調試等功能;
● 強大的網絡支持,可通過配置實現Modbus標準通信功能,支持CANopen配置,支持匯川CANlink通訊配置,極大降低用戶的使用難度,提高工作效率;
● 強大的運動控制功能,擁有豐富的運動控制指令,支持G代碼、軸定位、電子凸輪、飛剪\追剪等功能;
● 便捷多樣的調試方式,支持運動軌跡圖、監控、在線修改、示波器、故障診斷等功能方便用戶調試、定位問題;
● 強有力的知識產權保護功能,通過上載密碼、下載密碼、標識符、禁止上載等功能可有效保護用戶的知識產權;
二、匯川PLC簡介
匯川可編程控制器PLC(Programmable Logic Controller) 是一種數字運算操作的電子系統,專為工業環境下應用而設計。它主要將外部的輸入信號如:按鍵、感應器、開關及脈波等的狀態讀取后,依據這些輸入信號的狀態或數值并根據內部儲存預先編寫的程序,以微處理機執行邏輯、順序、計時、計數及算術運算,產生相對應的輸出信號如:繼電器的開關、控制機械設備的操作。通過電腦或程序書寫器可輕易的編輯/修改程序及監控裝置狀態,進行現場程序的維護與試機調整。
1、基本控制原理
可編程控制器工作原理
可編程控制器采用循環掃描工作方式,包含輸入點掃描、用戶程序執行、輸出點刷新、內部處理和通訊處理幾個部分。 在運行可編程控制器前,可以使用編程軟件編寫輸入點和輸出點間的控制邏輯并下載到可編程控制器中,在可編程控制器運行過程中,首先會掃描輸入點信號,將之讀取到可編程控制器中,然后根據控制程序完成運算和邏輯處理,運算和邏輯處理結果將輸出點的值改變,最后將輸出點中的值轉換為電信號輸出并控制各種機械設備的運行。 在可編程控制器運行過程中采用循環掃描的工作方式,通過反復的執行輸入點掃描、用戶程序執行、輸出點刷新工作達到接收控制并操作設備的目的。
2、用戶程序控制原理
在用戶程序中,可編程控制器的輸入點被稱為觸點,它的功能和工業設備中的開關觸點是一樣的, 代表能流的導通或者關斷。在可編程控制器中,輸入點存儲為一個軟元件,當輸入點為高電平時, 對應的軟元件為導通狀態,在用戶程序中參與邏輯運算并影響輸出點的值;輸出點稱為線圈,代表輸出能流的導通或者關斷,輸出點對應軟元件的值由輸入點和控制邏輯計算結果決定。 在輸出刷新時,軟元件的值被轉換為電信號在輸出點的晶體管或者繼電器輸出,從而完成對設備的控制。

三、快速入門
1、編程環境
【注】AutoShop通訊設置
AutoShop是匯川小型PLC專用后臺軟件,可通過COM\USB\以太網與PLC連同調試,下邊以USB通訊方式為例介紹
1、準備Mini USB B型口數據線,如下圖所示:
2、PLC上電,并通過USB數據線連接到PC;
3、打開AutoShop后臺軟件,單擊工具欄中()打開“通訊配置”窗口,如下圖所示:

在“PC和PLC相連接”下拉框中選擇“USB”,單擊“測試”按鈕,如果正常連同則彈出如下窗口:

2、創建工程
1、單擊菜單項 文件|新建工程 打開“新建工程”窗口,如下圖所示: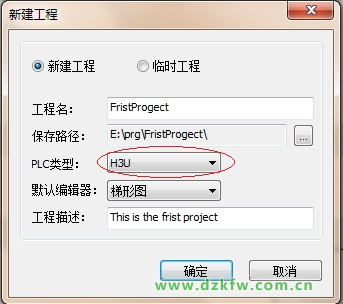
新建工程有兩種模式:新建工程和臨時工程。
新建工程:由用戶設置工程名,路徑及其他各項;
臨時工程:由系統自動命名保存方便用戶測試,也可由用戶另存為其他工程;
PLC類型:默認為H3U,請確認工程類型與連接的PLC類型一致,否則可能無法正常通訊;
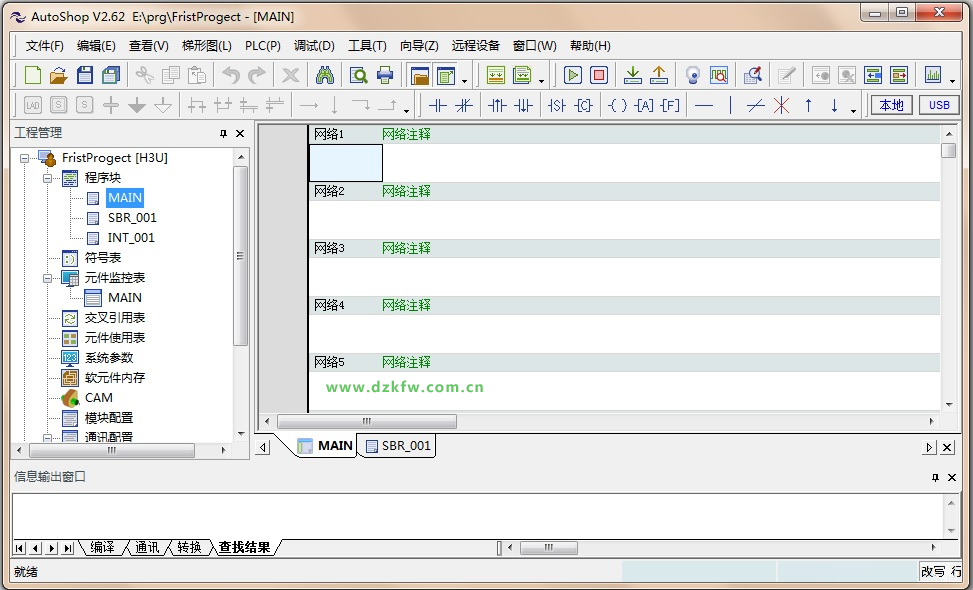
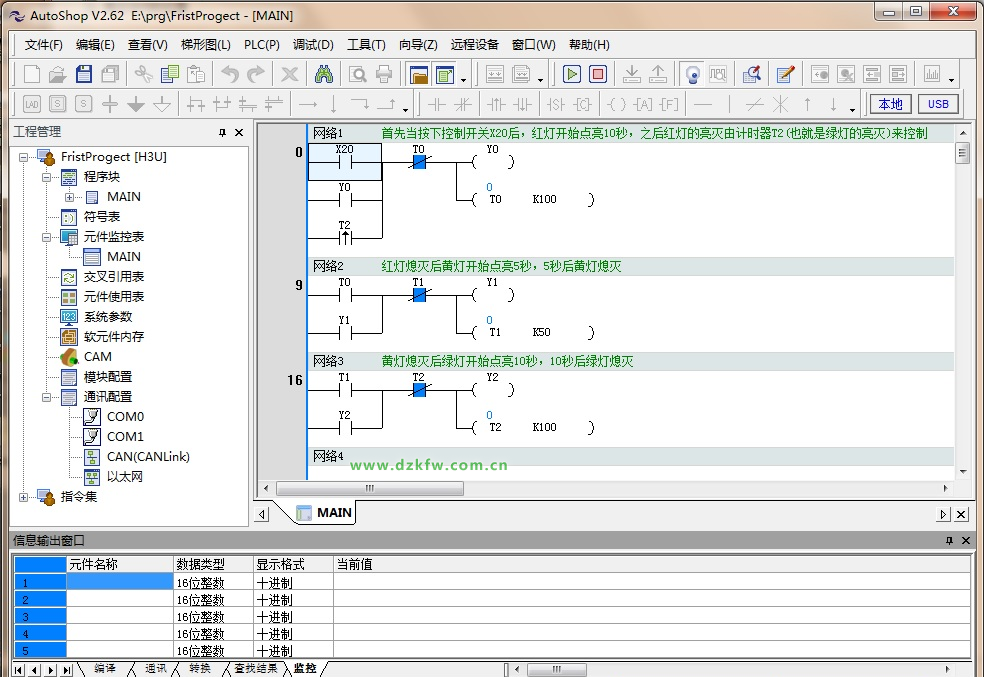
2、選擇完畢點擊對話框中的“確定”按鈕后,一個新的工程被創建,并且默認打開了主程序進入程序編輯狀態,如下圖所示:
3、編寫梯形圖程序
我們先來編寫一個簡單的梯形圖程序:交通燈控制程序。
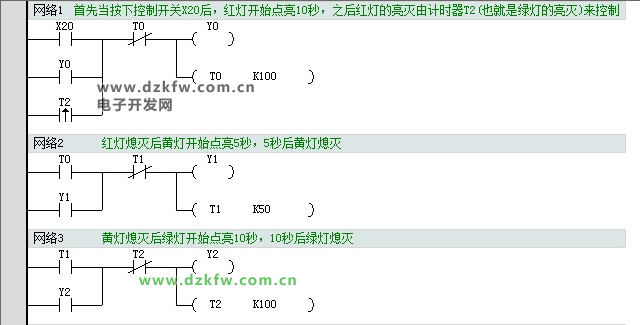
我們將編寫一個交通燈時間控制程序,其中紅、黃、綠三種顏色的燈分別由元件Y0、Y1、Y2表示 其控制邏輯如下:
首先由紅燈點亮10秒,10秒后紅燈熄滅,接著由黃燈點亮5秒,5秒后黃燈熄滅,再由綠燈點亮10秒,綠燈熄滅后繼續點亮紅燈,之后循環重復上述的動作。(例程中使用的T0、T1、T2計時器精度為100ms)
如何編輯用戶程序?
如何編輯網絡注釋?
AutoShop中完成的交通燈控制程序,如下圖所示:
保存工程:單擊菜單項 文件|保存工程 或執行快捷鍵“Ctrl+S”保存工程;
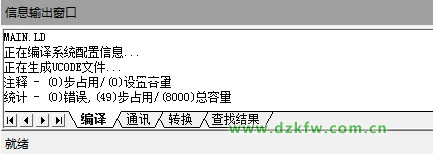
編譯工程:編輯完成后需要檢查程序是否有錯誤。單擊菜單項 PLC|全部編譯 或執行快捷鍵“F7”編譯當前用戶程序,程序編輯正確編譯通過如下圖所示:
4、下載程序
1、單擊菜單項 PLC|下載 或執行快捷鍵“F8”,開始下載流程;
2、如果工程已編譯則直接進入下一步;如果工程已修改且未編譯,則打開窗口詢問“是否重新編譯用戶程序”,單擊“是(Y)”繼續,如下圖所示所示:
3、打開“下載”窗口使用默認值即可,單擊“下載”按鈕繼續,如下圖所示: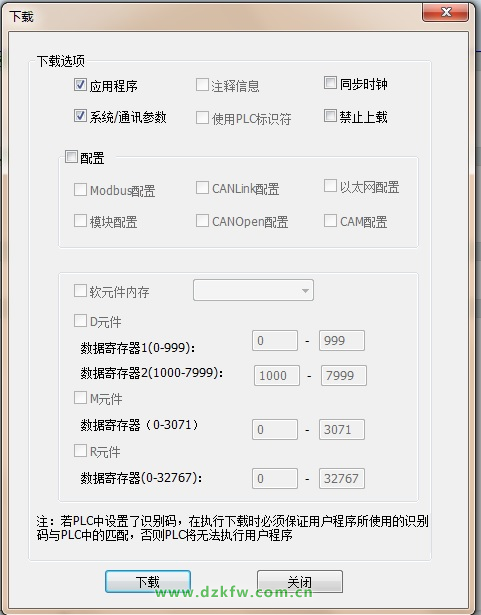
4、如果PLC未設置下載密碼則直接進入下一步;如果已設置下載密碼,則彈出“下載密碼校驗”窗口,輸入密碼后繼續,如下圖所示:
5、如果當前PLC處于停止狀態則直接進入下一步;如果當前PLC處于運行狀態,則彈出窗口詢問是否停機,單擊“確定”繼續,如下圖所示:
6、彈出下載進度窗口,如下圖所示:

7、如果下載之前PLC處于停止狀態則直接進入下一步;如果下載之前PLC處于運行狀態,則彈出窗口詢問是否運行,單擊“確定”繼續,如下圖所示:
8、下載成功,如下圖所示:
5、調試運行
調試過程常用到監控、運行、停止、寫元件操作,如下所示:
1、監控
單擊菜單項 調試|監控 或工具欄()后臺可進入監控模式,如下圖所示:
2、運行用戶程序
單擊菜單項 PLC|運行 或工具欄()啟動PLC,成功運行后PLC上“RUN燈”點亮;如果后臺監控模式則窗口左下角狀態欄如下圖所示:
3、停止用戶程序
單擊菜單項 PLC|停止 或工具欄()停止PLC,執行成功后PLC上“RUN燈”不點亮,用戶程序停止執行;如果后臺監控模式則窗口左下角狀態欄如下圖所示:

4、寫元件
在窗口中選中“X20”單擊右鍵彈出菜單,單擊“寫入”打開“寫入元件”窗口,如下圖所示: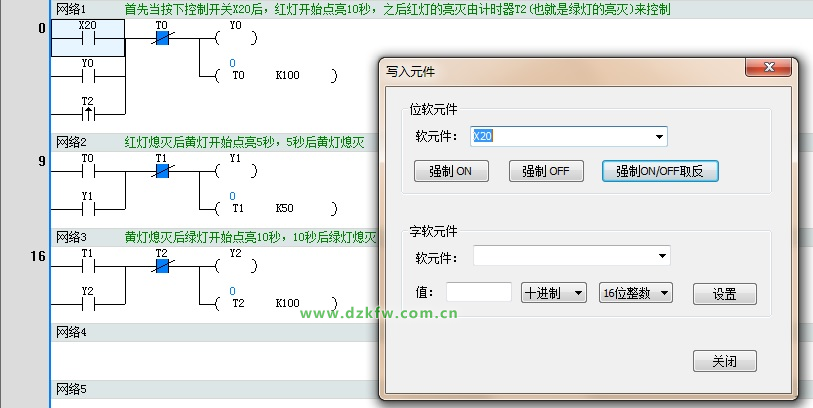
【注】
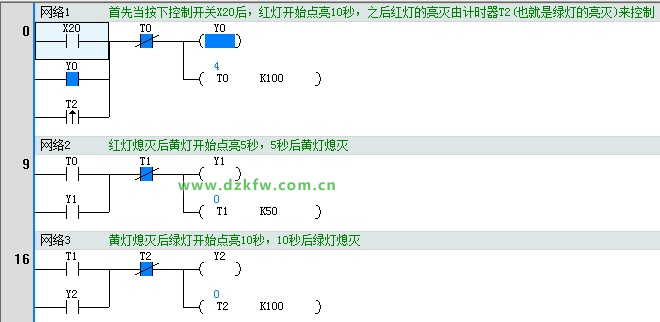
運行狀態選中位元件X20,單擊“強制ON”按鈕,“交通燈控制程序”開始運行,Y0(紅燈)、Y1(黃燈)、Y2(紅燈)交替點亮,如下圖所示:
四、實戰要點之main調用子程序
1、子程序概述
使用子程序的目的是為了對程序進行分段和分塊,把一些常用的功能模塊寫成子程序后可以進行重復調用,通過使用較小的程序塊,只在需要時才調用程序塊,可以更有效地使用PLC;所有程序塊無須執行每次掃描,當主程序調用子程序并執行時,子程序執行全部指令直至結束,然后系統將控制權返回至調用子程序網絡中的主程序。
2、程序調用規則
PLC應用程序由主程序啟動執行,并調用子程序、運動控制子程序等完成各種邏輯操作。
程序調用關系,程序單元調用關系結構圖: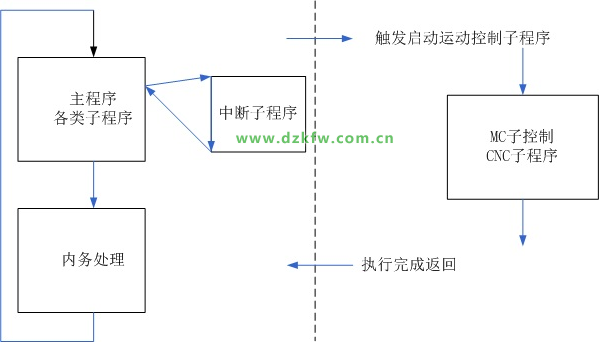
執行邏輯:
PLC執行時分主進程、運動控制進程兩部分,兩者并行執行;
主程序、子程序和中斷子程序在主進程中循環掃描執行;
MC子程序、CNC子程序、電子凸輪在運動控制子程序中執行;
PLC用戶程序由主程序啟動執行,MC子程序、CNC子程序、電子凸輪由主進程觸發啟動在運動控制進程中執行。
3、調用實例
如圖所示:
4、子程序調用規則
1、在主程序中,您可以嵌套子程序(在子程序中放置子程序調用指令),最大嵌套深度為5;
2、中斷程序中不允許調用子程序;
3、用戶程序之間禁止顯式循環調用,如子程序A和B互相調用對方;
4、用戶程序禁止遞歸調用,例如用戶程序A調用程序B,程序B調用程序C,程序C再調用程序A,形成一個環,此外子程序不允許調用本身;
其他程序單元調用子程序
子程序可使用Call、Callp指令被主程序、其他子程序調用;
編程示例:
程序: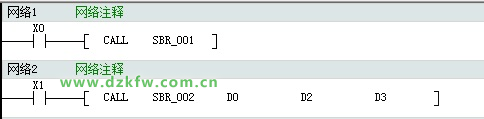
被調用子程序SBR_01:
被調用帶參子程序SBR_02:

由上面的示例程序可知,若X0為ON,則執行CALL跳轉指令,將會到子程序SBR_01中去執行,執行完子程序SBR_01后,繼續回到主程序中執行下個語句;同樣,若果X1為ON,則會跳轉到子程序SBR_02中去執行直到程序執行完畢。
子程序中調用其他程序塊
子程序中可調用其他子程序、調用MC子程序、調用CNC子程序、電子凸輪、控制中斷子程序。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底