
為實現電子機器的高性能化,研究人員以印刷電路基板的組件封裝高密度化,以及組件小型化為對象的焊接質量提升為最終目的,進行對回焊爐制程質量有重大影響的「錫膏印刷量管理」與「組件鋪設位置精度管理」檢討與各種量測。
錫膏印刷量管理是在制程內,將管理規格幅度設定成「絕對量」與「相對量」,組件鋪設位置精度管理首先確認組件的固定性,再設定組件鋪設位置精度管理手法。
此外研究人員今后將針對「錫膏印刷量管理」與「組件鋪設位置精度管理」,進行量產支持驗證,藉此使印刷電路基板的組件焊接不良降至零。本文將主要為大家介紹PCB的錫膏印刷量管理。
近幾年隨印刷電路基板(PCB)的封裝密度高密度化,要求提高錫膏網版印刷制程作業質量的聲浪與日俱增。
所謂網版印刷質量是指網版印刷的網孔堵塞造成錫膏未被印刷,或是印刷滲透至網版與印刷電路基板之間,與鄰近接地(Land)形成牽絲(Bridge)等致命性缺陷,無法達成均勻、無分布不均、長時間連續、穩定的錫膏網版印刷質量,因此作業上要求利用專用錫膏檢查設備,使錫膏印刷量作數量化的定量管理,而不是傳統外觀檢查、目視檢查等定性管理。
回焊爐錫膏印的分析
圖1是印刷電路基板(PCB)的回焊爐(Reflow)制程質量要因分析圖,如圖所示回焊爐制程會發生許多與焊接、封裝有關的不良;圖2與圖3分別是焊接、封裝不良的具體內容一覽。
由圖2可知焊接不良要因之中以焊接不足以及未焊接,等錫膏印刷不良造成的不良最多,約占焊接不良要因整體的80%左右。
關錫膏印刷不良,如圖3所示主要取決于3個重要因子,若以ppm等級要使錫膏印刷穩定下來相當困難,此時若改用定量觀察印刷結果,就可以獲得高水平的焊接質量穩定性。


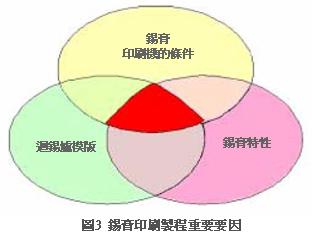
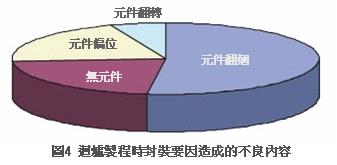
圖4是封裝要因的不良內容一覽,由圖可知組件翻翹的比率最高,其中又以組件設置位置分布紛散造成的情況居多。
X-Y或是θ偏差很大的場合,進行組件鋪設作業時,印刷錫膏未與焊接組件的電極接觸,單側電極受到焊接零交叉時間(Zero-cross time)的影響。
自重較輕的芯片類小型電子組件會浮動翻翹,兩電極即使接觸錫膏卻有偏位可能,今后基于組件封裝的高密度化與組件輕量化考慮,必需提高組件鋪設位置精度。
錫膏印刷量的管理
錫膏印刷檢查設備大致上分成二次元檢查與三次元檢查兩種,二次元檢查設備只從表面觀察錫膏印刷形狀,它可以根據表面觀察結果取得面積數據,不過卻無法獲得立體性體積數據與錫膏高度數據。
相較之下三次元檢查設備可以同時獲得體積、面積、高度等數據,表1是二次元檢查與三次元檢查設備的功能比較一覽。

表1 檢測儀的功能比較
以往基于檢查方便性、處理速度、價格等理由,二次元檢查設備一直是市場主流,最近幾年隨著高密度封裝后的組件小型化,單位銅箔面積的錫膏印刷減少,立體性形狀差異造成微細錫膏量的不同,可能會對封裝質量造成致命性問題,因此改用三次元檢查設備的情況似乎有增加的趨勢。
圖5是該問題的模式說明范例,若從側面觀察圖示兩種錫膏形狀,可以發現兩者的錫膏印刷量截然不同,然而從上方觀察時卻無法區隔兩者的差異,換句話說傳統二次元檢查設備針對這兩種錫膏印刷量,可能會判定成完全相同形狀,因此研究人員分別使用二次元與三次元檢查設備進行錫膏印刷量量測,證實二次元檢查設備無法獲得的數據超過預期,最后決定改用三次元檢查設備。

圖6是三次元錫膏檢查儀VP100的實際外觀,檢查項目分別是:
‧體積
‧面積
‧高度
‧偏位
‧牽絲
‧異常突出
‧體積過大
‧體積不足

等等。表2是利用VP100三次元檢查儀、雷射偏位傳感器、顯微鏡等各種量測器的錫膏量測結果,根據量測結果顯示上述檢查儀的錫膏量測外觀形狀幾乎完全相同,三次元檢查儀與雷射偏位傳感器,可以獲得最大高度數據,不過兩者相當接近。
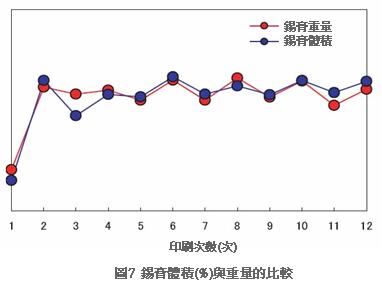
接著針對12片連續錫膏印刷的基板,利用VP100三次元檢查儀進行體積與重量量測,其結果如圖7所示。此處所謂的體積(%)是根據網印刷罩的設計資料,將求得的理想錫膏印刷量當作100%時的相對比率。
由圖可知錫膏的體積增減與錫膏重量的增減完全一致,雖然它是針對復數組合的錫膏、印刷基板進行評鑒,不過實驗結果都顯示良好的相關性,證實VP100三次元檢查儀符合預期的量測特性。

通過測試能力認定的VP100三次元檢查儀,接著進行生產線錫膏印刷量實機測試。
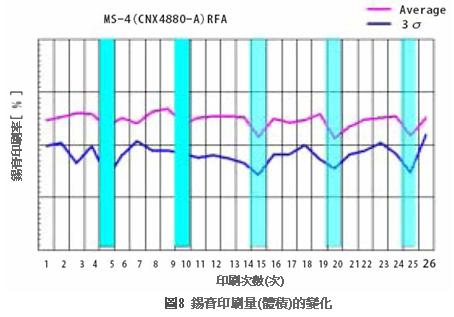
圖8是某量產印刷電路基板(PCB) 的錫膏印刷量(體積)與分布不均(3σ)的變化測試結果,若仔細觀察體積與分布不均(σ),可以確認變動很少的錫膏印刷量反復被印刷,體積
(%)與分布不均(σ)每隔5次印刷次數稍為降低,不過它卻符合「每隔5次印刷,必需清洗印刷模版」的規定,圖中藍色曲線是印刷模版清洗后的錫膏印刷量測試結果。
通常錫膏連續印刷時,金屬材質印刷模版的開口部位與內側會逐漸堆積錫膏,造成錫膏印刷量變成不穩定,為徹底解決該問題,國外業者導入印刷模版清洗制度,根據以上測試結果證實「每隔5片清洗印刷模版1次」的作業規定,確實對錫膏印刷質量有正面效益。
錫膏印刷制程印刷時大多使用端子或是平板支撐基板下方,下方支撐不足時受到印刷橡膠刮刀(Squeegee)壓力影響,印刷模版與印刷基板會出現微細歪斜,其結果造成錫膏印刷質量降低。
圖9是基板下方支撐的設置與印刷質量的關系,以往數據化管理基板下方支撐的適宜性很困難,改用三次元檢查儀之后,可以根據錫膏印刷量檢討基板下方支撐的適宜性。
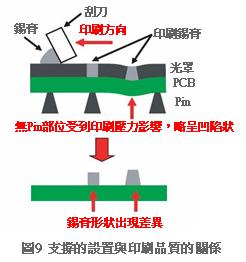
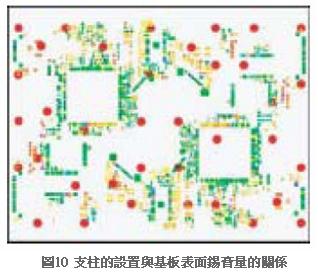
圖10是基板下方支撐的設置與某量產印刷電基板表面錫膏體積的分布關系,圖中黃色、紅色等暖色系線條表示錫膏體積分布在適當位置,藍色、綠色等冷色系線條表示錫膏體積分布在較大位置,由圖可知遠離基板下方支撐的部位,錫膏體積有若干增加傾向。
如上所述使用三次元檢查儀,可以根據錫膏印刷量量測管理基板下方支撐的適宜性,透過基板下方支撐的適宜性管理,除了定位之外決定印刷壓力之外,對印刷速度、接觸角等印刷條件設定也非常有效,圖11是影響錫膏印刷質量的要因圖。

檢查設備可以獲得各式各樣的數據,這類設備透過優秀的影像處理能力,提供高精度三次元外觀形狀等數據。
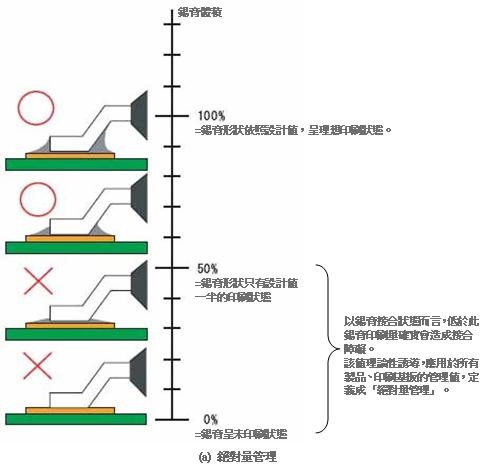
為了使這些信息對實際質量管理發揮效益,必需充分掌握檢查設備提供的數據與實際制品質量的互動關系。錫膏印刷量制程上設定規格管理,大致上可以分成絕對量管理與相對量管理2種。圖12是絕對量管理與相對量管理的基本概念圖,所謂「絕對量管理」是將錫膏印刷量以及與其它要因接合部位的可靠性模型化,再透過實驗導出確保接合部位可靠性要求的最低限度錫膏印刷量,最后將此錫膏印刷量設定成規格管理的下限值。「相對量管理」則是根據基板的錫膏印刷量變化資料,以統計學手法求出基板常態時獲得的錫膏印刷量,再衣此錫膏印刷量設定成容許管理幅度。
換句話說利用「絕對量管理」的規格值不依賴基板取一定的數據,利用「相對量管理」的規格幅度,則取各固有數據,由于規格值與規格幅度有「and」的關系,因此實際操作只要抵觸其中一個規格,結果就會被判定成不良。
絕對量的管理是調查錫膏印刷量與接合可靠性的相互關系,以及可靠性不會發生問題,而且可以實現焊錫接合的錫膏量。
除此之外基板材質、接地(Land)材質、形狀、組件固定時的偏異影響、環境影響,等各種要因都有直接關連,其中最直接的評審內容是錫膏印刷量與接合強度的部份相關資料,表3是選用的錫膏特性一覽,選用的錫膏分別是有鉛錫膏、高融點無鉛錫膏、低融點無鉛錫膏三種。接著備妥4片厚度相異的印刷版膜(Printing Mask),依此調整錫膏印刷量,并且進行預定基板的錫膏印刷,再使用印刷檢查設備量測各焊點(Pad)的錫膏印刷量。組件鋪設后則進行標準回焊爐封裝,最后依照圖13的條件進行接合強度量測。


圖14是錫膏印刷量與接合強度的量測結果范例,由圖可知不論哪種錫膏與哪種組件組合,一直到錫膏印刷量50%為止,接合強度會急遽上升,接著隨著錫膏印刷量的增加,接合強度呈現緩和上升。
主要原因是錫膏印刷量較少時,大部份的錫膏會在接合部位形成半圓角(Fillet),相較之下錫膏印刷量很多的場合,錫膏擴展至接地周圍,端子上面浸潤的錫膏量相對增加,其結果造成接合強度降低。

根據以上結果試算可靠性不會發生問題,而且可以實現焊錫接合的最低限定錫膏量。
此處首先計算理想狀態時的錫膏印刷量,亦即錫膏體積100%時的接合強度,計算值如圖15的①所示。
接著針對錫膏體積100%時的接合強,判斷容許%的接合強度降低,逆向計算實現該接合強度時必要的錫膏印體積,其結果如圖15的②所示。
換句話說實際上錫膏體積100%時的接合強度,允許幾%接合強度降低,隨著組件規格、基板用途、成品規格不同。
在此前提下制定規格管理幅度,除了量測分布與各種規格之外,還需設定環境試驗造成的接合強度降低成份,因此研究人員根據以上順序,制定包含規范規格管理幅度的印刷管理量。

 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底